
What is honing?
What is honing?

Honing process (Honing Process) is a special form of grinding and an efficient processing method in finishing. It is a finishing process and needs to be carried out on the basis of grinding or fine boring. This process can not only remove It has a large machining allowance and is an effective processing method to improve the dimensional accuracy, geometric shape accuracy and surface roughness of parts. The scope of honing processing is relatively wide, especially in mass production, it is more economical and reasonable to use a special honing machine for honing. For some parts, honing has become a typical finishing processing method, such as engine cylinder liners, connecting rod holes and hydraulic cylinders. Tube etc.
What is the principle of honing?
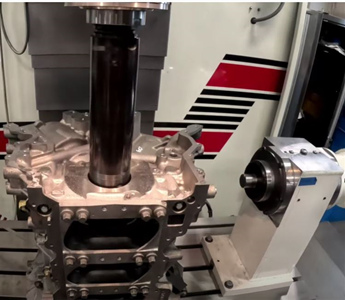
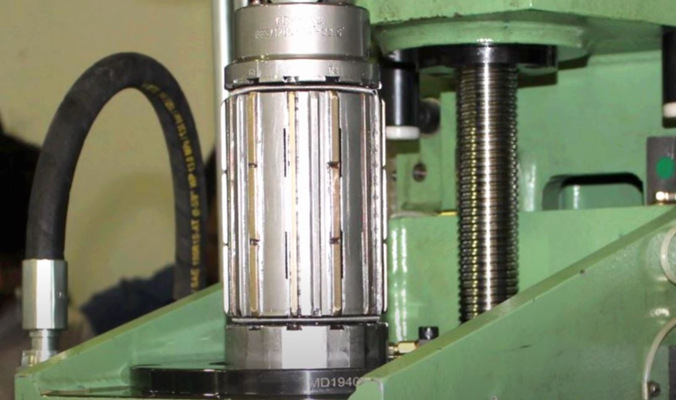
Honing uses one or more oil stones installed on the circumference of the honing head. The oil stone is expanded in the radial direction by an expansion mechanism (two types: rotary type and push type), so that it is pressed against the workpiece hole wall to produce a certain degree of friction. surface contact. At the same time, the honing head is rotated and reciprocated, and the part does not move; or the honing head is only rotated and the workpiece is reciprocated, thereby achieving honing.
In most cases, there is a floating relationship between the honing head and the machine tool spindle or between the honing head and the workpiece holder. In this way, the honing head is guided by the workpiece hole wall during processing. Therefore, the machining accuracy is less affected by the accuracy of the machine tool itself, and the formation of the hole surface basically has the characteristics of the creative process. The so-called creation process is that the whetstone and the hole wall grind and trim each other to form the hole wall and the surface of the whetstone. The principle is similar to the principle of two planar moving plates grinding against each other to form a flat surface.
During honing, due to the rotation and reciprocating motion of the honing head or the reciprocating motion of the workpiece rotated by the honing head, the processing surface forms an alternating and spiral cutting trajectory, and the number of revolutions of the honing head during each reciprocating stroke is not an integer, so the honing between two strokes is The head is staggered at a certain angle relative to the workpiece in the circumferential direction. This movement prevents the movement trajectory of each abrasive grain on the honing head on the hole wall from being repeated. In addition, every time the honing head rotates, the whetstone and the cutting trajectory of the previous revolution have a certain degree of overlap in the axial direction, making the connection between the front and rear honing trajectories smoother and more uniform. During the entire honing process, every point on the hole wall and the whetstone surface has almost an equal chance of interfering with each other. Therefore, as the honing progresses, new interference points will be generated on the surface of the hole and the surface of the whetstone. These interference points will be ground away and new and more interference points will be generated. These interference points will continue to be ground away, so that the contact area between the hole and the surface of the whetstone will continue to increase. , the degree of mutual interference and the cutting effect continue to weaken, the roundness and cylindricity of the hole and the whetstone also continue to increase, and finally the creation process of the hole surface is completed. In order to obtain better cylindricity, when possible, the parts are often turned around during honing, or the mutual axial position of the honing head and the workpiece is changed.
One point that needs to be explained: Since the ring grinding oilstone uses abrasives such as diamond and cubic boron nitride, the wear of the oilstone during processing is very small, that is, the amount of dressing of the oilstone by the workpiece is very small. Therefore, the accuracy of the hole depends to a certain extent on the original accuracy of the whetstone on the grinding head.
Diamond honing reamers generally consist of a tapered shaft, a honing reaming sleeve and a guide sleeve. Mainly used in aerospace parts, seals, oil pump nozzles, hydraulic valve sleeves and valve bodies, engine connecting rods, lifters, supercharger housings, pistons, refrigerator compressor parts, automotive parts, motor stators, precision instruments etc., providing high-precision hole processing for production.
Moresuperhard diamond honing reamer can be matched with Italian MAS, American Sunnen, German Nagel, American Engis, Beijing Dazu Tongjin, Anhui Duobang and other domestic and foreign honing machines.


Moresuperhard has two types of honing reamers: metal and electroplated. Generally, electroplated diamond honing reamers are mostly used for valve holes. There are two types of valve holes: through holes and blind holes. Electroplated diamond honing reamers are available in adjustable and fixed types. The through holes can be adjusted, and the blind holes can be fixed. Diamond honing reamers have spiral grooves. Generally, these spiral grooves are used to flow cutting fluid, which can lower the temperature, reduce burns, ensure the accuracy of the hole, improve productivity and extend the service life of the tool.
Advantages of honing:
- Can be honed in batches, with good surface quality of workpieces
- Honing has small cutting allowance and wide processing range
- Strong hole correction ability, fast production rhythm and high efficiency
- High processing accuracy after reaming and honing
Case of diamond honing reamer for honing hydraulic valve:
| Size | 18.95-18mm |
| Dimensional accuracy | +0.002/0 |
| Through hole depth | 100mm |
| Workpiece material | Cast iron and carbon steel |
| Workpiece hardness | HB135-180 |
| Roughness before honing | Ra1.2 |
| Finish requirements | 0.4-0.8 |
| Roundness: | 0.001 |
| Cylindricity | 0.002 |