

Influence of dressing interval of CBN internal grinding wheel on grinding effect
Why use CBN grinding wheel for internal processing?
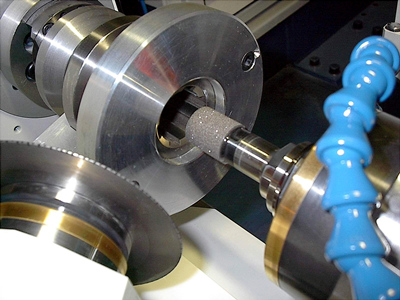
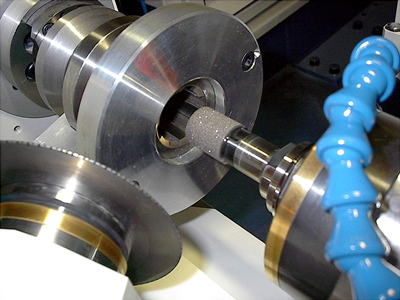
CBN grinding wheel has high hardness and wear resistance, and the material removal rate of CBN grinding wheel is higher than that of ordinary grinding wheel. Using the characteristics of CBN abrasive wheel, CBN grinding wheel can be applied to efficient internal grinding, and can prolong the dressing period of grinding wheel, so as to improve the grinding efficiency. The grinding wheel used for internal circular grinding has low shaft rigidity, fast grinding wheel wear, difficult chip removal of workpiece, relatively poor working environment, and some difficulties in efficient internal circular grinding of CBN grinding wheel. For example, the workpiece is prone to surface corrugations, the grinding wheel dressing state is inconsistent, and the size and taper of the workpiece are unstable.

Surface ripples are caused by vibration, grinding forces, or a combination of the two
The two vibration patterns are related to the static and dynamic stiffness of the machine tool itself, and the natural frequency of the bed and the main casting should be analyzed during the design to avoid the resonance zone. In addition, high rigidity and well-balanced sand wheel shaft should be selected to eliminate vibration source. Uneven wear and blockage of grinding wheel will form ripple on workpiece surface, and ripple on workpiece surface in turn will aggravate grinding wheel wear and blockage. Therefore, it is necessary to choose the roller with appropriate hardness, and take the appropriate dressing and grinding parameters.
CBN due to plastic after finishing than original grinding force and grinding can be high, with the grinding, grinding grain loss and self-sharpening effect that sharp for grinding wheel, grinding force has shrunk to a steady-state value late grinding wheel shaft deformation tends to be stable, while the elastic deformation may be extended by no spark time have a certain degree of recovery, but blindly extend grinding inevitably affects machining efficiency. In the previous fine grinding stage, the process should be changed to adapt to the change of grinding force. Therefore, AE can be used to detect the grinding force and optimize the grinding force in real time. In this way, the elastic deformation of the system caused by the change of the force can be eliminated, and the stable size and taper can be obtained. Meanwhile, the grinding burn and abnormal wear of the grinding wheel can be effectively prevented, and the service life of the grinding wheel can be prolonged.
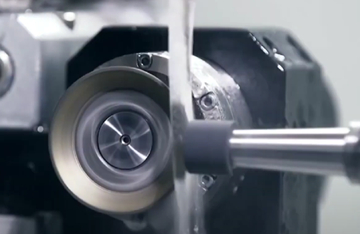
In the process of ID grinding, grinding wheel surface will appear the change of the two possibilities, one is the longer duration of cutting abrasive passivation gradually, this kind of situation, the strength of the abrasive is higher, another is abrasive with the increase of grinding resistance is slightly broken unceasingly, makes the grinding wheel iron sharp increase, shorten grinding time, processing efficiency, However, the surface roughness of the workpiece will gradually deteriorate. In order to keep the grinding wheel in good grinding state, the grinding wheel must be dressed in the grinding process.
The CBN internal grinding wheel is reshaped by diamond roller. The dressing mechanism is realized by the relative motion between diamond roller and CBN grinding wheel. The dressing feed and dressing speed ratio have great influence on the grinding performance of CBN grinding wheel after dressing. The grinding force of CBN grinding wheel after dressing with larger dressing speed ratio is smaller, but the workpiece surface roughness is larger. The grinding wheel after dressing is more sharp when using larger dressing feed. The dressing time affects the grinding wheel productivity, service life and machining quality. Affect factors of dressing effect including roller granularity, finishing conditions, when finishing the vibration and grinding wheel dressing, such as the use of time after finishing conditions are influential factors in shaping, and modification process parameters, so the selection reasonable finishing technology and dressing parameters on the surface of the grinding wheel topography the best grinding condition is particularly important.
For example, for the bore grinding of the cylinder head of the air conditioner compressor, too long dressing time cannot improve the life and processing efficiency of the grinding wheel, but will affect the quality of the processed workpiece, and the excessive loss of the grinding wheel will make the workpiece roundness, cylindricity and roughness exceed the standard. Because too long dressing interval will greatly increase the loss of grinding wheel in the grinding process, too long dressing interval will reduce the service life of grinding wheel. Therefore, when selecting the dressing interval, the dressing interval can be appropriately increased on the premise of meeting the quality of the workpiece.
Moresuperhard can provide 1A8, 1A1W, 1A1 ID Wheel with Shank, ID Wheel without Shank,abrasive internal grinding wheel (PA, SG), CBN internal grinding wheel, Diamond internal grinding wheel for these parts hole grinding:

* Grinding of con-rods ends in the auto industry
* Grinding of hydraulic and pneumatic cylinders
* CVJ ball-cage, inner and outer raceway
* Hydraulic tappet of automobile motor
* Grinding of bores of inner rings
* Grinding of gears bores, collects
* Pump stator of automobile, grinding of gun barrels
* Roller, cylinder, flange cover of air-condition compressor
* Grinding of inner and outer faces of ball & roller bearings
—EDITOR: Doris Hu
—EDIOR: Doris Hu



