
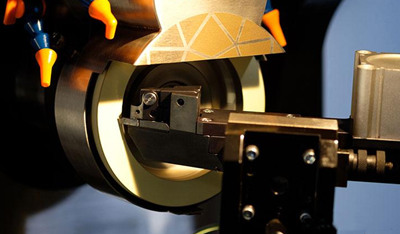
Analysis of the cause of cutter back-off in grinding PCD tool arc
The cause of cutter back-off in grinding PCD tool arc with diamond grinding wheel:
(1)The grinding wheel is not sharp enough to reach the set grinding amount.
(2)Use a finer-grained grinding wheel, such as 1500#.
(3)Re-set the grinding parameters. Different parameters should be used when grinding the inserts back and arc.
(4)Bad of grinding wheel faltness and the suface is uneven.
(5) Unreasonable tool clamping and vibration during grinding.
(6)The main shaft of the grinder is worn out and vibration occurs during grinding.
(7)Reasons for workers’ operation.

—EDITOR: Alan Wang
—POST: Doris Hu