
ATC

From August 11 to 13, the three-day ATC Automotive Intelligent Manufacturing Technology Week was held in Hangzhou.
ATC as the largest, most technologically advanced and most attended automotive intelligent manufacturing event in China, ATC intelligent manufacturing technology is mainly focus on “intelligent electric +” under the transformation of auto intelligent manufacturing, discusses automobile manufacture four process, SanDian systems, powertrain and parts of the latest workshop planning, application of new technology, new technology, new equipment and other manufacturing hot topic, promote technical exchange of enterprises and people in different regions of the world.
Moresuperhard staff Mr. Alan participate ATC, know more about automotive intelligent manufacturing technology week.
New energy engine processing field:
1. There are a lot less grinding steps, only three shafts are left, and the length is relatively short. Because the motor shaft is directly driven by the motor, the speed is very high, so the roundness of the motor shaft is very high, but the surface quality is not too high.
2. The ultra-high speed of the motor (30000 RPM) also puts forward higher requirements for the gear. Before the fuel engine gear can accept 7~7 level of accuracy, now most of them are 6~4 level, and even require 3 level of accuracy, from the earliest gear, tooth scraping, to now honing, tooth grinding, processing technology in continuous progress.
3. The overall weight of the engine is also developing towards lightweight, and the shaft parts of the trolley are developing towards hollow, which means that the shaft wall is getting thinner and thinner, and the allowance for processing is smaller. In this way, the grinding wheel is very sharp and the force is fine.

Balance shaft processing difficulties:
1. irregular slender shaft, poor rigidity, can not be forced into the knife.
2. Semicircle journal, edge with concave chamfer, the grinding wheel is easy to deform.
3. High precision requirement. The grinding wheel needs frequent dressing.
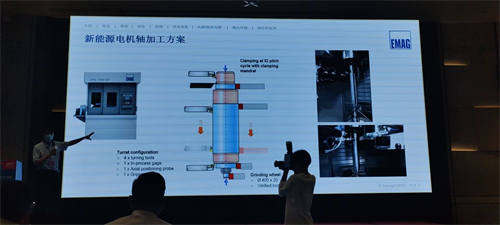
EMAG grinding machine
Turning and grinding process. We have not seen such a grinding machine, before contact with either a lathe or a grinder, so that the integration of car grinding can greatly improve the accuracy of the workpiece, avoid repeated clamping, and save the time of midway handling, but also improve the production beat. The new energy shaft parts have complex morphology, outer circle and inner wall need to be processed. The machine tool integrated with vehicle grinding is very suitable for the production of such complex and large quantities of parts.
Studer grinder
Very good and powerful, the whole artificial granite body, without foundation and grinding machine precision 20 years can maintain the same, granite heat conductivity is low, good shock resistance, is to ensure the secret of accuracy.
The accuracy of the roundness of the spindle is less than 0.4um, specially asked the teacher of Studer about the runout of the spindle, they only measure the roundness unexpectedly, their understanding is that as long as the roundness is good, the runout will follow. Studer’s headquarters in Shanghai is only responsible for assembly and all parts are imported from Switzerland.
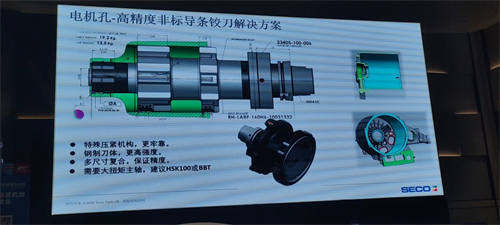
Secotools
introduced the new energy motor parts how to process, and should use what kind of tool processing. Has a strong technical team and experience accumulation. Design and processing scheme, our domestic manufacturers with others more than a little bit of difference.
How to avoid softening layer caused by grinding burn of crankshaft:
1. Strong cooling hydraulic pressure adjustment.
2. Reasonably distribute the number and amount of feed, and distribute more feed to the first cut. Even if burn is caused, burn layer can be removed by the later cuts. For example, if there is 1mm margin, you can try to allocate 0.5/0.2/0.15/0.1. This can ensure that the processing beat is constant.
3. Adjust the dressing speed and increase the transverse feed speed.
4. Control the hardness of the workpiece after quenching. The general HRC hardness is 53-61, and the HRC after quenching is required to be about 55, so that the heat will not be directly burned during grinding.
Now the machine tools are in the development of composite processing, before is turning milling boring composite, now is turning grinding composite, and then will certainly develop to a machine tool can directly complete the complex workpiece clamping processing. The requirements for us will be higher, not only to understand grinding, but also to understand turning, one-stop to provide customers with a full set of products. The boundaries of products have become increasingly blurred.
We talked to the teacher in charge of crankshaft grinding in Benz. They used Yongke’s grinding machine and matched Winter’s grinding wheel, but there were many problems. Most of them solved the problems by adjusting the grinding machine instead of asking Winter to adjust the grinding wheel. But it didn’t solve the problem. In addition, batches of Winter’s grinding wheels are often unstable. There is a grinding wheel of other foreign brands in their workshop, which is also unstable. So these international famous brands also have a lot of problems, we have a lot of opportunities. The Yongke wheel made by Zhao Xiao has received a good evaluation so far, and the customer is still evaluating the final life.
—EDITOR: Doris Hu/Alan Wang
—POST: Dori