
CBN grinding wheel can improve the finishing level of automobile crankshaft
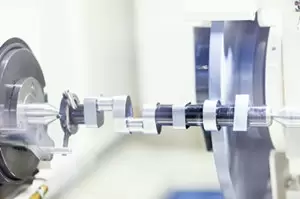
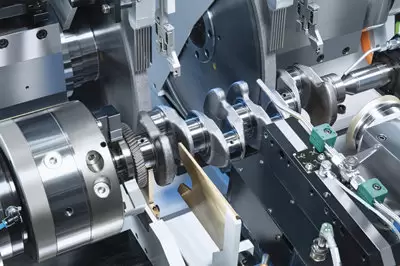
Single sequence machining and compound machining can be used to grind crankshaft journal and connecting rod journal. Single sequence processing and composite processing of the main difference in the number of clamping, single sequence processing refers to the spindle journal and connecting rod journal grinding in different procedures for several clamping, and composite processing is a clamping, grinding spindle journal and connecting rod journal at the same time.
Single-sequence machining mode, the grinding wheel is processed sequentially after dressing once. According to the number of grinding wheels, single grinding wheel, multi-group grinding wheel and equiarray grinding wheel can be used. The selection of grinding wheel group quantity is mainly determined by production beat. The advantages of single-sequence processing are that the consistency of each journal size is high, the runout quantity of the journal after grinding is easy to control, and the processing efficiency is high, which is suitable for mass production. The disadvantage is that the product compatibility is weak, can only process a series of products.



Two processes can be used for composite machining: sequential grinding of spindle journal and connecting rod journal and synchronous grinding of spindle journal and connecting rod journal. The advantages of composite machining are that the grinding of the spindle journal and connecting rod journal is completed under the same clamping, eliminating the positioning error caused by clamping, ensuring the accuracy of mutual position is easy, high flexibility, and can adapt to the collinear production of many varieties. The disadvantage is that the single machine tool processing content is much, the single workpiece processing time is long, the capacity is not high (annual production capacity of 150,000 pieces is preferred), the layout of the production line allows the situation can be solved by the parallel way of multiple equipment.
For the composite machining mode, the grinding of the spindle journal and the connecting rod journal is carried out after a clamping. The number of the journal is different, and the grinding sequence scheme is varied, and the influence of the different grinding sequence on the machining accuracy is also different.
The surface quality of the parts after grinding with CBN grinding wheel is good, so as not to produce grinding burn and cracking defects, and improve the fatigue strength of the parts, which can prolong the service life of the parts by 30%-50%.
CBN grinding wheel does not need frequent dressing. Electroplating or ceramic monolayer metal bond CBN wheel can grind directly to the end without the need. The durability of CBN grinding wheel with ceramic bond is more than ten times higher than that of ordinary grinding wheel, which can greatly improve the quality of grinding workpiece and ensure the stability of size and shape accuracy of parts.
CBN grinding wheel is suitable for high-speed, ultra-high-speed grinding, and grinding sharp, small unit wear, grinding steel wear ratio can reach 4000-10000, equivalent to the ordinary high-speed grinding wheel 150-200 times, so the grinding efficiency is very high.
CBN grinding wheel has such advantages that it can not only improve the finishing level of key parts, but also improve product quality and production efficiency.

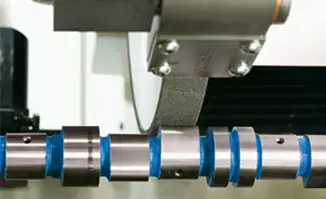
1. Grinding the CAM of a camshaft, using CBN grinding wheel grinding, it can keep the contour curve of the CAM is always approximate by the simulation curve, and can improve the surface quality of the CAM grinding and production efficiency. Using CBN grinding wheel is the most reliable and simple method to improve the CAM copying precision, which can not only improve the surface quality of the CAM, but also improve the production efficiency and save the time of changing and dressing grinding wheel.
2. The CBN grinding wheel is used to grind the base surface of crankshaft radial positioning and the shaft diameter of the connecting rod to ensure that the locating surface has no burn cracks. The size, shape and roughness of the fillet R of the shaft diameter of the connecting rod are fully qualified, thus improving the fatigue strength of the crankshaft and the shape and position accuracy of the locating surface of the crankshaft axis.
3. Using CBN grinding wheel to grind automobile transmission gear and front and rear circular bevel gear face and inner hole can ensure the accuracy of gear profile stably, and the general accuracy can reach 6-7 level accuracy. No scrap parts. High production efficiency, all the tooth surface of the workpiece can be grinded at one time, and the root can be grinded at the same time. The dimensional accuracy, roundness, cylindricity and surface quality of the inner hole are also improved.
4. Automotive parts, many key, complex parts of the grinding or forming grinding, fixed size grinding, such as chassis parts in the steering knuckle, cross shaft, engine valve head and rod between the transition arc forming grinding, cylinder head heat resistant alloy exhaust valve conical surface processing and grinding and so on. Using CBN grinding tool can obtain higher production efficiency and product precision, and ensure the quality of parts is stable and reliable.
CBN grinding wheel grinding is a new kind of application fields of superhard materials, to improve the level of machinery manufacture finishing has a strong role, for the mechanical processing industry to the high efficiency, high precision, high automation and provides a sufficient condition for the development of high quality products, CBN grinding wheel, more and more applied in bearing manufacturing industry, automobile, aviation and tools.
—EDITOR: Doris Hu
—POST: Doris Hu