
Do you know how centerelss grinding work?
What is centerless grinding?
Centerless grinding is on centerless grinding machine, which interacts with regulating wheel and supporting plate to grind workpiece cylinder. During grinding process, no spindle or fixture is used to locate and secure the workpiece, workpiece is between the grinding wheel and the regulating wheel, supported by the support plate below, and the regulating wheel drives the cylindrical workpiece to rotate on the pad iron. Centerless grinding can also be used for inner circle grinding. During machining, the outer circle of the workpiece is supported on the roller or the supporting block, and the workpiece is driven to rotate by the eccentric electromagnetic suction ring. The grinding wheel extends into the hole for grinding. Centerless inner circular grinding is usually used to grind inner groove of bearing ring on special grinding machine for bearing ring.
Centerless cylindrical grinder has higher productivity. More for mass production, easy to achieve automation. 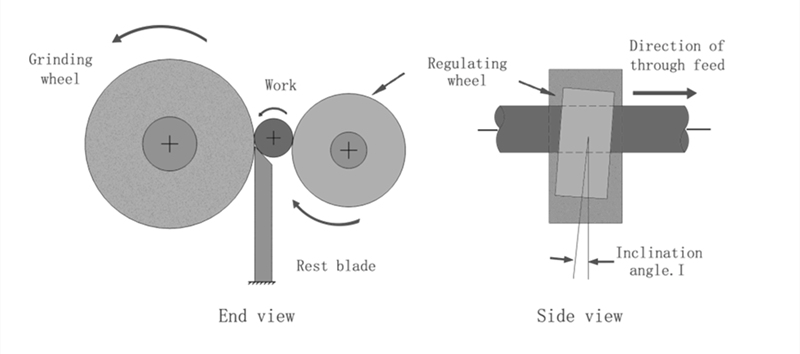 Working principle and method of centerless grinding?
Working principle and method of centerless grinding?
Centerless grinding machines have no center and seem unable to control the workpiece. This is what makes the operation really critical and difficult. Centerless grinding will achieve surface finish, roundness, and dimensional tolerances in metal working operations if the proper fundamentals are mastered and the proper Settings are carried out in this process. What makes this grinding operation stand out from other processes is that it can be done by sticking to its fundamentals correctly and handling the grinding wheel, adjusting wheel, and working blade correctly.
Centerless grinder Depending on the size and shape of the workpiece, a number of methods can be used to hold the workpiece in place. For example, a centerless grinder grinding a part with planar parallel geometry can be supported by direct feed. The centerless grinder works by pushing the workpiece into an adjustment wheel that runs at a much lower speed than the grinding wheel during grinding and rests on a support. This is how the workpiece is held in place by pressing it between the regulating wheel and the grinding wheel. Then adjust the wheel to determine the rotation speed of the workpiece. This controls the actual rate at which grinding occurs.
1. Grinding wheel fixed centerless external circular grinding machine
This form of centerless grinding machine grinding wheel is fixed on the bed, between the guide wheel and bracket can be relatively adjusted to move, through grinding or plunge grinding, guide wheel, bracket and the workpiece together for feed and compensation movement.
2. Grinding wheel mobile centerless cylindrical grinding machine
This form of centerless grinding machine bracket is fixed on the bed, grinding wheel and regulating wheel frame relative bracket can be adjusted movement, special circumstances can do feed movement. The grinding wheel and regulating wheel spindle of this kind of centerless grinder mostly adopt double support structure.
3. Tilt centerless cylindrical grinding machine
This form of grinding wheel, regulating wheel center line and horizontal inclined α Angle. The bracket is fixed on the bed body, and the grinding wheel and regulating wheel spindle are double support structure. The regulating wheel frame can adjust the movement relative to the bracket, and the grinding wheel frame can make the feed compensation movement.
Five elements of centerless grinding process:
Grinding wheel, regulating wheel (control wheel or regulating wheel) and table blade for centerless grinder grinding. The workpiece to be ground can be a component or a piece of material. Suitable guide rails can provide support for the workpiece when it is in and out of the grinding wheel or in grinding. There is also the workpiece to be ground, whether it is the composition or length of the material, and the appropriate guide rails to support the workpiece as it enters and exits the wheel or is ground. These elements can be arranged in different ways for different types of centerless grinding, but the basic principles of the centerless grinding process remain the same.

What are the three grinding methods of centerless cylindrical grinder?
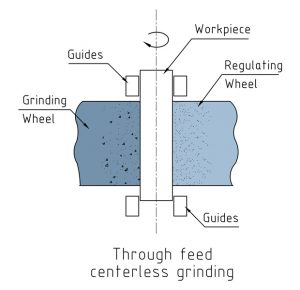
Through feed
The workpiece is grinded along the axis of the grinding wheel. Adjust the small inclination of the regulating wheel axis to realize the axial feed of the workpiece. Suitable for grinding slender cylindrical workpiece. Short shafts and sleeves without center holes, etc.
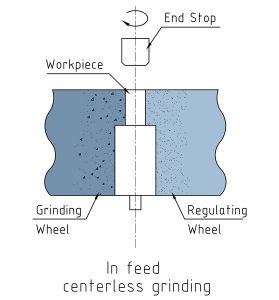
In feed(Plunge-Cut-Grinding)
There is an axial positioning fulcrum on the support plate, and the workpiece is supported on a certain position of the support plate, and the grinding wheel or regulating wheel is used for cutting. Used for grinding workpiece with shoulder or boss as well as cone, ball or other rotating workpiece.
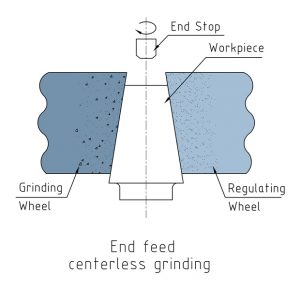
End feed grinding
The workpiece is fed axially into the machine on one side and comes to rest against an end stop, the grinding operation is performed, and then the workpiece is fed in the opposite direction to exit the machine. End-feed grinding is best for tapered workpieces.
This process of centreless grinding is used for headed components which are too long to be ground by the infeed method, when the length of workpiece is greater than the width of the grinding wheel.
How to select grit of centereless diamond grinding wheel?
During the grinding process, grinding workpiece surface quality is high, the accuracy is relatively high, the selection of grit is also very important.
Rough grit centerless diamond grinding wheel
Often used for rough grinding processing, can only be processed not high workpiece, generally in order to speed up the grinding speed in processing, the first processing of large workpiece will use this method, this is because of its processing speed is relatively fast, but the workpiece finish is low.
Fine grain centerless grinding wheel
Fine-grained centerless grinding wheel has the opposite quality precision of the workpiece, its processing speed is slightly slower, but the workpiece is processed with high smoothness, if the selection of appropriate particle size can achieve mirror effect, therefore, the selection of centerless grinding wheel is based on the technical process.requirements of the workpiece. It also includes the selection of grinding wheel hardness, tissue density and particle size. Grinding different workpiece, the choice of cutting fluid is also different. Ordinary iron, we only need to use ordinary cutting fluid, and grinding aluminum soft parts need to use kerosene to cold cutting.
Moresuperhard centerless grinding solution:
Shape of Moresuperhard diamond /CBN centerless grinding wheel: 1A1 , 6A1, 9A1
Type of Moresuperhard diamond /CBN centerless grinding wheel: resin / metal diamond/CBN centerless grinding wheel
Centerless Grinder Machine can match: Koyo, Crystec, Dedtru, Landis , Okuma, Paragon, Royal Master, Unison, WMV


Advantages of Moresuperhard resin bond diamond centerless grinding wheel
* Efficient batch external grinding
* High roundness and cylindricity of workpiece and good consistency of dimension
* Good surface finish after fine grinding
* Used for rough grinding, semi-fine grinding and fine grinding
Resin diamond /CBN centerless grinding wheel for centerless grinding of cylindrical parts or bar carbide or hardened steel. Moresuperhard resin centerless wheel ensures high productivity in mass production OD finishing of round bars of cemented carbide and similar parts.
Centerless grinder operation process:
1. Before starting the machine, check the surrounding conditions of the machine, such as whether the oil level of the oil tank is normal, the water level of the cooling water tank, the clearance between the grinding wheel and the regulating wheel and the supporting blade is normal, and whether there are working objects or sundries in the machine. Before starting, check whether the switch is reliable and confirm whether the protective cover and other safety protection is effective.
2. Observe whether the hydraulic pressure of the machine tool is normal. Before starting, the grinding wheel and guide wheel must be wiped clean.、
3. Centerless cylindrical grinder has no headstock and tailstock, instead, the workpiece is supported by a support plate and guide wheel, and ground by grinding wheel, centerless grinder is a kind of grinding machine does not need to use the axis of the workpiece, it is composed of grinding wheel, adjusting wheel and workpiece support, the top of the cylindrical grinder is against the center of both ends of the workpiece to grind the outer circle.
4. Tilted support plate on the surface of 30 ~ 50 °, the workpiece is pressed the cutting force on the idler pulley, idler pulley axis relative to the axis of the grinding wheel has a tilt Angle alpha (1 ~ 5 °), it is mainly composed of grinding wheel, adjust the wheel and the workpiece bracket of three institutions, including grinding wheel grinding work actual execution, adjustment wheel control the workpiece rotation and workpiece feed speed.
5. Because the wheel axis and the grinding wheel axis Angle between alpha, workpiece contact with roller is not in a straight line, centerless grinding machine by centerless grinding, grinding the workpiece rotation surface grinding machine, often referred to as centerless external grinder, the workpiece is placed between the wheel and the wheel, and is supported by supporting plate and the wheel, instead of centering and supported by the center, general installation at the end of the spindle wheel, The grinding wheel with a width greater than 250 mm is installed in the middle of the spindle, and the maximum width of the grinding wheel can reach 900 mm.
How to Maintenance centerless grinding machine?
* Spindle oil pressure is limited between 8-10kg /CM
* Lubricate the machine properly with lubricator every day before starting
* Fill proper amount of lubricating oil on the dressing seat skateboard every day, and keep
* Tthe skateboard clean (clean without sundry, impurities and lubrication state)
* Check the tightness of the zipper frequently
* Check the tightness of grinding wheel drive belt regularly
* The spindle of the machine tool should be replaced every 2000 hours