
Dressing parameters of diamond rotary dresser
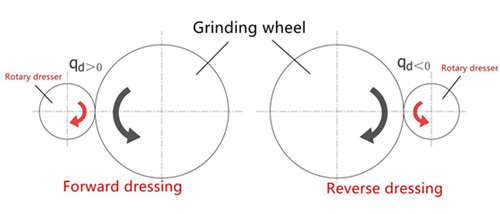
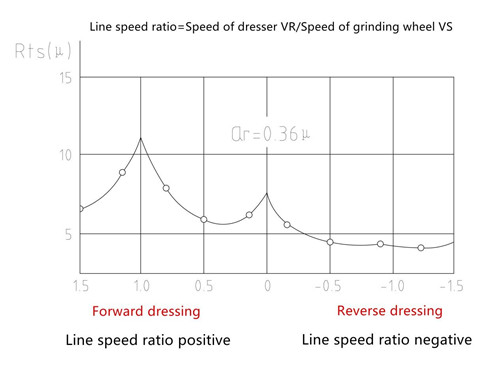
1. Linear speed ratio
The rotation direction of the roller is divided into two types: forward dressing and reverse dressing. Most of them use the forward dressing method (the direction of the linear velocity of the contact point of the grinding wheel is the same); the reverse dressing will be affects the life of the diamond roller.
2. Effective surface roughness of grinding wheel Rts
1. The effective surface roughness Rts of the grinding wheel after the roller dressing can directly affect the production efficiency and surface processing quality.
Generally, as the Rts increases, it means that the grinding wheel is sharp so the production efficiency increases, and the grinding force is strong and grinding temperature decreases but the surface finish of the processed workpiece will also decrease, so Rts achieves a balance in daily production.
2. Factors affecting Rts are:
(1) Diamond size.
(2) Diamond roller dressing amount and line speed ratio.
(3) Vibration during dressing.
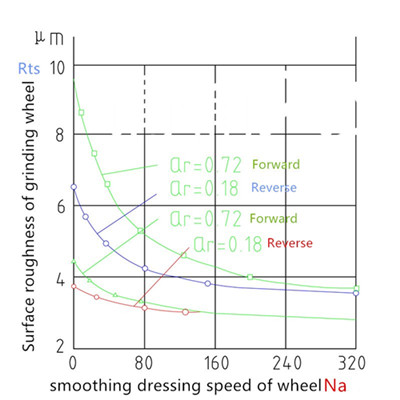
3. The relationship between smoothing dressing times NA and Rts
As the number of smoothing dressing increases, the surface of the wheel becomes smoother.
the smoothing dressing on Rts when the light repair speed is below na 50. But the smoothing dressing has little effect on Rts when na>50, and it is not recommended that the number of smoothing dressing>50.
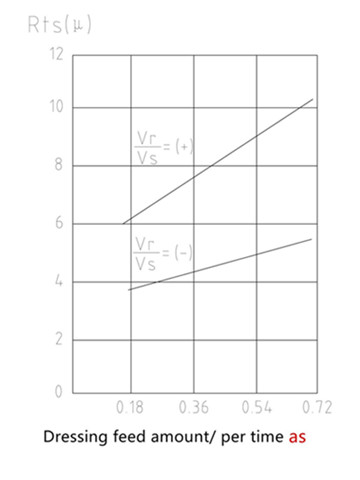
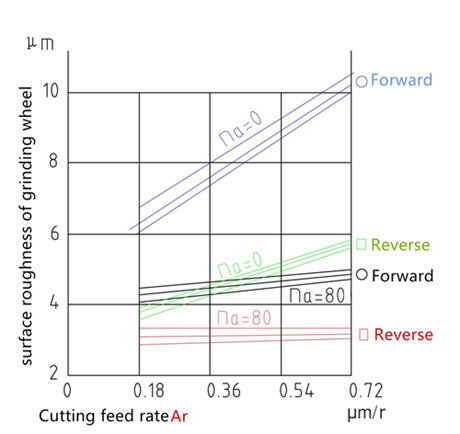
4. The relationship between cutting feed rate ar and Rts
With the increase of the feed per revolution of the grinding wheel, the roughness Rts of the grinding wheel will also increase, and this increase is more obvious during forward dressing than during reverse dressing.
However, with the increase in the number of smoothing dressing revolutions, the influence of the feed rate on the roughness gradually becomes smaller.
5. Vibration of diamond roller
Diamond Roller dressing is the full contact of the entire profile so the dressing force is very large and it is easy to produce vibration, because in addition to certain restrictions on the width of the roller. the following two conditions must be met:
(1) It should be ensured that the clearance between the roller and the mandrel is ≤ 2um when using the diamond roller.
(2) Deflection of working surface of roller ≤ 4um.
Still have vibration If the above 2 conditions are met. Indicating that the dressing force is too large so the ar cutting amount and roller speed ratio are should be reduced.
6. Cooling
The roller should be equipped with sufficient high-pressure cooling device when dressing the grinding wheel. The acid-base (PH value) of the coolant should be as neutral as possible. If the acid-base is too high, the coolant will corrode the metal bond of the roller. Start the grinding wheel and roller, and fully open the coolant.
7. Precautions
Collisional contact is prohibited when the feed wheel is in contact with the roller. Otherwise the roller will be directly scrapped or cause a major machine tool accident. Significantly reduce the service life of the roller.
8. Conclusion
1. The diamond roller has the following functions for grinding particles of the grinding wheel:
(1) Cutting into the radial squeeze effect.
(2) The axial rotation of the grinding wheel particles. The larger the dressing amount, the more obvious the squeezing. The grinding wheel is dominated by particle crushing. The broken particles form a sharp edge, and the Rts becomes larger. When the dressing is mainly grinding, the abrasive grains of the grinding wheel are flattened, the grinding wheel is relatively smooth, and the surface finish of the workpiece becomes higher.
2. It is recommended that diamond rollers should be forward dressing, and reverse dressing will affect the life of the rollers.
3. The common line speed ratio is +0.2 to +0.4, and the adjustable line speed ratio is between +0.2 and +0.8, and must not exceed +1. (Refer to the figure above for the relationship between speed ratio and grinding wheel roughness)
4. It is recommended that the roller dressing feed ar=0.1~1.0μm/r every time the grinding wheel rotates once when dressing. Can’t be >2um, if the trimming feed is too large, it will damage the rollers, lose precision and reduce life span.
5. According to the specific requirements of the user’s processed products and the different materials of the grinding wheel, the appropriate dressing time should be selected. The general dressing delay (the delay after the grinding wheel is trimmed to the size) is 0-5s.
Standard Accuracy of diamond rolls
| Standard Accuracy of diamond rolls | |
| Measure of length: | ± 0,002 mm |
| Measure of step: | ± 0,002 mm |
| Radius (for radii < 20 mm) : | ± 0,002 mm |
| Angle (dependent on the side length): | ± 1‘ |
| Evenness: | ± 0,002 mm |
| Line shape: | 0,0015 mm |
| Concentric run-out, related to an area A: | 0,002 mm |
| Cylinder shape: | 0,002 mm |
| Evenness, area of contact: | 0,002 mm |
| Rectangularity, area of contact related to the bore: | 0,002 mm |
| Axial run-out, area of contact related to the bore: | 0,002 mm |
| Concentric run-out, complete profile related to the inspection collar: | 0,002 mm |
| Concentric run-out, diamond coating related to the bore: | 0,003 mm |
| Diameter of the bore: | Tolerance class H3 |