
Grinding crack generation and solution
Grinding crack generation and solution
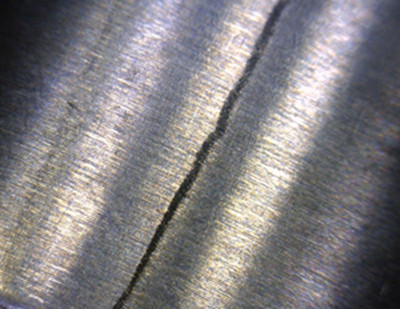
Surface grinding cracks (black chips) are not formed by sudden cracks, but appear sporadically on the surface of the workpiece.
The causes of grinding cracks may be as follows: the surface stress of the workpiece exceeds the fracture limit, that is, the workpiece has residual mechanical stress and thermal stress in the surface part due to previous grinding or heat treatment. Because this part of the grinding just to maintain the balance of the stress, resulting in its residual stress over the strength of the workpiece, from some will produce a grinding crack.
Of all the causes, “grinding cracks” are at the heart of the problem. The biggest problem is the stress generated by grinding heat. Because of the grinding heat, the temperature of part of the workpiece surface rises rapidly, and this part will undergo tempering or other heat treatment. Due to the change of the internal structure and the shrinkage of the surface, cracks were formed under the action of tensile stress.
1.An example of the relationship between grinding wheel feed and residual stress.
(1)the tensile stress with the increase of grinding wheel feeding force will gradually increase, slowly approaching the workpiece material tensile strength. Cracks occur when the tensile strength of the workpiece material is exceeded.
(2)The compressive stress will not change too much, because the scale and the experimental conditions are different, so it cannot be compared. However, what is almost unchanged is that when the back bite is 0.05mm, the residual tensile stress will be the largest, even if it is cut deeper, the residual tensile stress will not be too large. It is generally believed that this is due to the falling off of the abrasive grains.
2.An example of measuring the residual stress after grinding by changing the feed amount of the grinding wheel.
(1)the larger the grinding wheel feed, the deeper the residual stress exists.
(2)As a tensile stress, the residual stress on the surface can act on the vertical direction of the grinding direction in the form of pressure while acting on the grinding direction. And the deeper inside, the less stress there is.
(3)When acting along the grinding direction and the vertical direction, it first becomes the compressive stress and then suddenly becomes the tensile stress consistent with the grinding direction. When the maximum value is reached, it gradually decreases and eventually becomes a small compressive stress.
The hardness of grinding wheel is between G, H, I and J. The higher the hardness is, the greater the residual stress will be.
Effect of grinding wheel velocity (circumferential velocity) on residual stress. Once the rotation speed (circumferential speed) exceeds 1500m/min, the residual stress will increase sharply.
In addition, because the workpiece material is different, there is a difference between easy to occur grinding cracks and grinding cracks are not easy to occur.