
Grinding wheel dressing method
In the grinding process, under the action of friction and extrusion, the edges and corners of the grinding wheel gradually become blunt, or when grinding the ductile material, the grinding chips are easy to embedded in the pores of the grinding wheel surface, causing the surface of the grinding wheel to be blocked, and finally causing the grinding wheel to lose its cutting ability
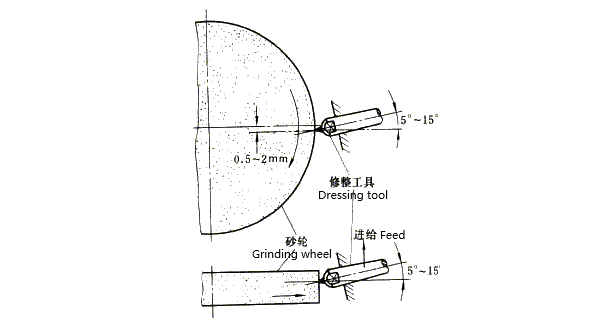
Turning dressing method
It is the most common dressing method to turn grinding wheel with single particle diamond (or diamond dressing block made of fine diamond) as a tool. The diamond tool mounted on the tool holder is usually inclined about 5°~15° in both vertical and horizontal directions. The contact point between diamond and grinding wheel should be 0.5~2 mm lower than the axis of grinding wheel. During dressing, diamond should be moved at a uniform low speed. The smaller the surface roughness required after grinding, the lower the feed rate should be. For example, to achieve the surface roughness of Ra0.16~0.04 micron, the dressing feed rate should be less than 50 mm/min. The total dressing amount is generally about 0.1 mm on one side, and the reciprocating dressing is repeated for several times. The cutting depth of coarse trimming is 0.01~0.03 mm each time, and the fine trimming is less than 0.01 mm.
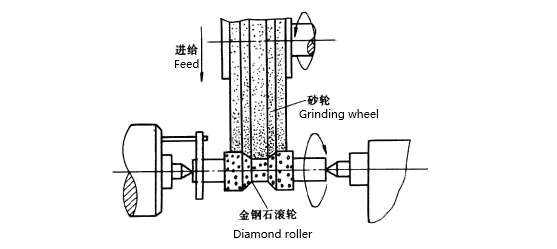
Diamond roller dressing method
Diamond roller made by embedding a large number of diamond particles on the surface of steel roller by electroplating or powder metallurgy, by rotating at a certain speed, grinding and rolling action is produced on the surface of the high-speed grinding wheel, so that the grinding wheel can get a sharp working surface that is consistent with the profile of the diamond roller. Diamond roller is complicated to manufacture, high cost, but durable and high dressing efficiency, suitable for finishing and grinding specially formed surfaces in mass production. (Such as threads, gears and turbine blade tenons).
Grinding wheel dressing method
The super-hard silicon carbide grinding wheel with low speed rotation is grinding against the wheel with high speed rotation, can get the dressing results.
More Superhard can supply all dressing tools to you with good quality. If you have any dressing problem, please contact us anytime, we will supply suitable dressing solutions to you.