
Grinding Wheel for processing Spring

What is a grinding wheel for processing spring ?
The grinding wheel for spring is a kind of abrasive tools with resin as a binding agent. Because the components being processed are special spring steel with high hardness and high quenching degree. If the hardness of the grinding wheel is low, it will easy to break, poor safety, and fast wear. If the hardness of spring grinding wheel is high, although the grinding wheel is not easy to break, but easy to burn the workpiece, affecting the quality of the workpiece.
What is spring grinding?
In order to ensure the verticality of the coil compression spring and to keep the end faces of the two support rings in contact with other parts, the flexing and the characteristics of the host (or zero, parts) are reduced. The ends of the coil compression spring are generally grinding, a process commonly referred to as spring grinding.
Three ways to grind spring: Manual grinding, semi-automatic grinding and automatic grinding.
There are two types of spring end grinding machine: One is a horizontal grinding machine, the other is a vertical grinding machine.
Electroplating CBN spring grinding disc: The CBN grinding wheel is used for compression spring surface grinding on a two-disc spring grinding machine.
What materials are springes : Spring steel, stainless steel and titanium alloys.
What are the spring grinding machine available:
Moyer,OMD,Wafios,Dorn,Herckelbout,Hack,Bamatec,Kamatech and Bennet Mahler etc.
Specifications of CBN spring grinding wheel
| Model | D(inch) | H(inch) | T(inch) |
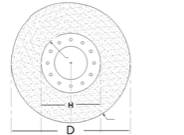 |
18 | 8 | 1 |
| 30 | 12 | 3 |
What is spring end-face processing technology?
A spring is a mechanical part that uses elasticity to work. Parts made of elastic material sit shaped under the action of external forces, removed after the external force and then restored to the original condition, also used as a “spring”, generally made of spring steel. The types of springs are complex and diverse, according to the shape of the division, mainly have coil springs, whirlpools spring, plate spring, special spring and so on. At present, the processing process of the coil spring is generally: first the metal wire used to prepare the spring is exported through the guide device, then coiled on the winding device into the spring structure, and then cut by the cutting device into set specifications of the spring rough, and finally the end of the spring crude products by grinding the grinding device to get the finished spring. Among them, the grinding device can not only remove the burrs of the spring end face, but also smooth the spring end face in accordance with the design requirements. At present, there are some springs using mechanical grinding method, the existing grinding equipment generally includes spring clamps, rotating large grinding discs, spring in the city, its ends need to be processed and leveled, but many grinding equipment is only one side of the spring for grinding, the efficiency is very low.


In order to ensure the technical requirements of the grinding reed and improve the quality of the reed, in addition to improving the technical level of the operator and the selection of suitable, sophisticated equipment, but also should pay attention to the following points:
1) The spring end grinding wheel selection should be appropriate. The grinding wheel’s abrasives, granularity, hardness and binding agent should be selected according to the material and precision requirements of the spring to ensure good self-sharpness during grinding to avoid spring end burns.
2) To ensure a proper grinding amount, the feed pan or grinding wheel should not be fast. When the grinding volume is too large or the speed is too fast, the grinding wheel becomes poor self-sharp, easy to clog, heat increases, the spring end ring will have burned, grinding accuracy is also difficult to ensure. Generally, grinding accuracy requirements are high, material diameter thick, spring diameter of large use of slow, small grinding capacity, on the contrary, can take a faster speed and a larger grinding capacity.
3) The inner hole and length of the sleeve used for spring loading should be properly combined with the spring, if the gap is small, it will increase the difficulty of loading and unloading, if the gap is large or the length of the spring outstretched sleeve is too long, then the verticality error increases. In general, the inner diameter of the sleeve is increased o.1o.2mm by the maximum size of the outer diameter of the spring to ensure that the spring can rotate freely in the sleeve. The sleeve height of the short spring is 1 to 3 mm lower than the spring, and the sleeve height of the long spring is 2 to 5 mm lower than that of the spring. In the same batch of springs, if the free height difference is large, the height should be grouped first, and then grinding. The material of the sleeve should be made of carbon tool steel or alloy tool steel, the hardness is 62 to 65hrc, and the inner and outer circles should be processed by grinding.
4) When grinding the spring on the spring end grinding machine, in order to ensure the verticality of the spring, another important factor is the spring end ring of the spiral angle, the tightening length should be uniform. The angle of the spiral should be controlled when reed. When the verticality requirements are high, the reed must ensure that the helix angle is within tolerance, and the spiral angle of the spring can be measured using a universal angle ruler and special template when checking.
5) Regularly refurbish grinding wheels and repair adjustment equipment.
6) To avoid end-ring openings, the grinding process should be performed after de-stressing annealing. Springs rolled out of annealing material slicing rough can be roughed before quenching and fine grinding after quenching.
Spring grinding disc supplementary knowledge:
(1) The material of the spring itself, affecting the granularity of the selected grinding wheel, in other words, the surface of the spring end surface is flattened to achieve what degree of finish, in order to determine the grinding wheel of the grinding, granularity, hardness, binding agent and so on.
(2) The grinding plate needs to be cooled during the work, or self-heating fast.
(3) The grinding disc needs to have a nut fastening hole, the size is determined according to the grinding machine