
Honing process and its application in automobile parts manufacturing
Honing Process is a special form of grinding and an efficient processing method in finishing. This process can not only remove large machining allowances, but is also an effective processing method to improve the dimensional accuracy, geometric shape accuracy and surface roughness of parts. It is widely used in the manufacturing of automotive parts.
Honing processing principle
Honing uses one or more oil stones installed on the circumference of the honing head. The expansion mechanism (there are two types of rotation and push type) expands the oil stones in the radial direction and presses them against the workpiece hole wall to produce a certain degree of friction. surface contact. At the same time, the honing head is rotated and reciprocated, and the part does not move; or the honing head is only rotated and the workpiece is reciprocated, thereby achieving honing.
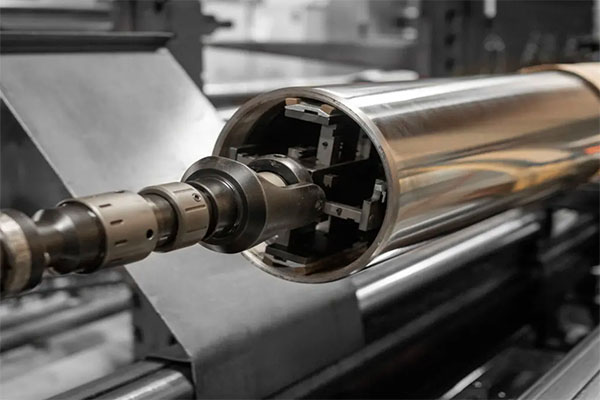
In most cases, there is a floating relationship between the honing head and the machine tool spindle or between the honing head and the workpiece fixture. In this way, the honing head is guided by the workpiece hole wall during processing. Therefore, the machining accuracy is less affected by the accuracy of the machine tool itself, and the formation of the hole surface basically has the characteristics of the creative process. The so-called creation process is that the whetstone and the hole wall grind and trim each other to form the hole wall and the surface of the whetstone. The principle is similar to the principle of two planar moving plates grinding against each other to form a flat surface.
During honing, due to the rotation and reciprocating motion of the honing head or the reciprocating motion of the workpiece rotated by the honing head, the processing surface forms a cross spiral cutting trajectory, and the number of revolutions of the honing head during each reciprocating stroke is not an integer, so between the two strokes, the honing time The head is staggered at a certain angle relative to the workpiece in the circumferential direction. This movement prevents the movement trajectory of each abrasive grain on the honing head on the hole wall from being repeated. In addition, with each revolution of the honing head, there is a certain overlap in the axial direction between the whetstone and the cutting trajectory of the previous revolution, making the connection between the front and rear grinding trajectories smoother and more uniform. In this way, during the entire honing process, every point on the hole wall and the whetstone surface has almost an equal chance of interfering with each other. Therefore, as the honing progresses, interference points continue to occur on the surface of the hole and the surface of the oilstone. These interference points are continuously rubbed away and new and more interference points are generated, which are constantly rubbed away, so that the contact area between the hole and the surface of the oilstone continues to increase, and they interact with each other. The degree of interference and cutting action continue to weaken, the roundness and cylindricity of the hole and whetstone also continue to increase, and finally the creation process of the hole surface is completed. In order to obtain better cylindricity, when possible, the part is often turned around during honing, or the mutual axial position of the honing head and the workpiece is changed.
Since the honing oilstone uses abrasives such as diamond and cubic boron nitride, the wear of the oilstone during processing is very small, that is, the amount of dressing of the oilstone by the workpiece is very small. Therefore, the accuracy of the hole depends to a certain extent on the original accuracy of the whetstone on the honing head. Therefore, when using diamond and cubic boron nitride oil stones, the oil stones must be well trimmed before honing to ensure the accuracy of the holes.
Honing cutting process
1. Constant pressure feed honing
In constant pressure feeding, the feeding mechanism presses against the hole wall with constant pressure, which is divided into three stages.
The first stage is the shedding cutting stage. In this constant pressure honing, due to the rough hole wall at the beginning, the contact area between the whetstone and the hole wall is very small, the contact pressure is large, and the protruding part of the hole wall is quickly worn away. Due to the high contact pressure on the surface of the whetstone and the abrasion of the binder on the whetstone by chips, the bonding strength between the abrasive grains and the binder decreases. Therefore, some abrasive grains fall off on their own under the action of cutting pressure, and the surface of the whetstone is exposed as new. Abrasive grains are self-sharpening stones.
The second stage is the crushing and cutting stage. As honing proceeds, the surface of the hole becomes brighter and brighter, the contact area with the whetstone becomes larger and larger, the contact pressure per unit area decreases, and the cutting efficiency decreases. At the same time, the chips cut are small and fine, and the wear of these chips on the binder is also very small.
Therefore, the whetstone abrasive grains fall off very little. At this time, the grinding is not done by new abrasive grains, but by the cutting edge of the abrasive grains. Therefore, the load on the tip of the abrasive grain is very large, and the abrasive grain is easy to break and collapse to form a new cutting edge.
The third stage is the clogged cutting stage. As honing continues, the contact area between the whetstone and the hole surface becomes larger and larger. Very fine chips accumulate between the whetstone and the hole wall and are difficult to remove, causing the whetstone to become clogged and become very smooth. Therefore, the cutting ability of whetstone is extremely low, equivalent to polishing. If honing is continued and the whetstone is seriously clogged and adhesive blockage occurs, the whetstone will completely lose its cutting ability and become severely heated, and the hole accuracy and surface roughness will be affected. At this point, honing should be completed as soon as possible.

2.Quantitative feed honing
During quantitative feed honing, the feed mechanism expands the feed at a constant speed, so that the abrasive grains are forced to cut into the workpiece. Therefore, there are only shedding cutting and broken cutting in the honing process, and it is impossible to produce clogging cutting. Because when the whetstone is clogged and the cutting force decreases, the feed amount is greater than the actual grinding amount. At this time, the honing pressure increases, causing the abrasive grains to fall off and break, and the cutting effect is enhanced. When honing in this way, in order to improve the hole accuracy and surface roughness, honing can be done for a certain period of time without feeding.
- Constant pressure–quantitative feed honing
At the beginning, honing is carried out with constant pressure feed. When the oil stone enters the clogging cutting stage, it is converted to fixed feed honing to improve efficiency. Finally, non-feed honing can be used to improve the accuracy and surface roughness of the hole.
Honing processing characteristics
1. High processing precision
Especially for some small and medium-sized through holes, the cylindricity can be within 0.001mm. Some parts with uneven wall thickness, such as connecting rods, can have a roundness of 0.002mm. For large holes (aperture above 200mm), the roundness can also reach 0.005mm. If there are no annular grooves or radial holes, etc., it is possible for the straightness to reach within 0.01mm/1m.
Honing has higher processing accuracy than grinding, because the bearing supporting the grinding wheel is located outside the hole being honed during grinding, which will cause deviations. Especially for small hole processing, the grinding accuracy is even worse. Honing generally can only improve the shape accuracy of the workpiece. To improve the position accuracy of the part, some necessary measures need to be taken. For example, a panel is used to improve the perpendicularity between the end face of the part and the axis (the panel is installed on the stroke bracket, adjusted so that it is perpendicular to the rotating spindle, and the parts are processed against the panel).
2. Good surface quality
The surface is cross-textured, which is beneficial to the storage of lubricating oil and the maintenance of oil film. It has a high surface bearing ratio (the ratio of the actual contact area between the hole and the shaft to the mating area between the two), so it can withstand larger loads and resist wear, thereby increasing the service life of the product. The honing speed is low (a few tenths of the grinding speed), and the whetstone and the hole are in surface contact, so the average grinding pressure of each abrasive grain is small. In this way, when honing, the heat of the workpiece is very small, and the surface of the workpiece is almost No thermal damage or deterioration layer, small deformation. There is almost no embedded sand and extruded hard layer on the honed surface.
3.Wide processing range
Mainly processing various cylindrical holes: through holes, holes with discontinuities in axial and radial directions, such as holes with radial holes or slots, keyway holes, spline holes, blind holes, multi-step holes, etc. In addition, a special honing head can also be used to process conical holes, elliptical holes, etc. However, due to the complex structure of the honing head, it is generally not used. A cylinder can be honed with an external honing tool, but the amount removed is much smaller than that of internal honing. Honing can process almost any material, especially the application of diamond and cubic boron nitride abrasives, which further expands the application fields of honing and also greatly improves the efficiency of honing processing.
5. Small cutting allowance
In order to achieve the accuracy required by the drawings, honing is the processing method that removes the least amount of residue among all processing methods. In the honing process, the honing tool uses the workpiece as a guide to remove excess material from the workpiece to achieve the required accuracy of the workpiece. When honing, the honing tool first hones the place in the workpiece where the largest margin needs to be removed, and then gradually hones to the area where the smallest margin needs to be removed.
5. Strong hole correction ability
Due to deficiencies in various other processing techniques, some processing defects will occur during the processing. Such as: out of roundness, bell mouth, corrugated hole, small size, drum shape, taper, boring pattern, reamer pattern, rainbow shape, hole deviation and surface roughness, etc.
The honing process can greatly improve the dimensional accuracy, roundness, straightness, cylindricity and surface roughness of holes and outer circles by removing minimal machining allowances.
Application of honing technology in automobile manufacturing
Advanced precision hole processing equipment and technology are widely used in the automobile and parts processing industries. Typical applications include engine blocks, cylinder liners, connecting rods, gears, oil pump nozzles, brake pumps, brake drums, oil cylinders, and steering gears. , supercharger, etc. like:
1. Application of honing in oil pump nozzle industry
Shanneng KGM-5000 series honing machine is a high-precision honing machine developed for plungers in the oil pump nozzle industry. The removal amount is 0.01mm, the total processing cycle is 30 seconds; roundness 0.0005mm; straight line 0.0007mm; surface roughness Ra 0.06. The goal of completely replacing grinding with honing has been achieved, thereby greatly extending and improving the performance and life of the oil pump nozzle, and fully meeting household sewage discharge standards.
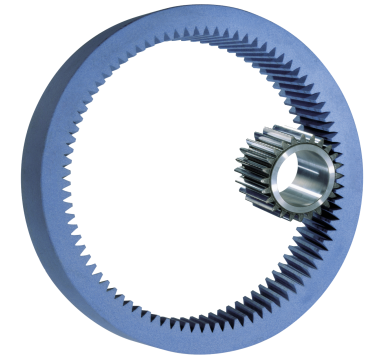
2. Application of honing in gear inner hole
Nowadays, the automotive gears that are widely used in honing technology include planetary gears, sun gears, double gears, etc.

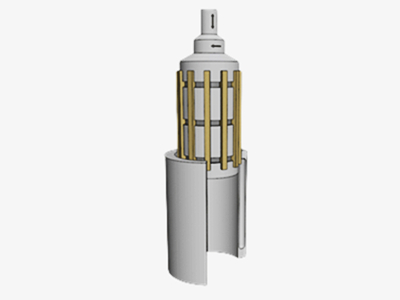
3. Application of honing on supercharger parts
According to the material of the supercharger intermediate shell and the special structure of the inner hole, electroplated diamond abrasive grain sleeves can be used as honing tools. The multi-vertical shaft structure can achieve rough machining, semi-finishing, finishing and finishing in one cycle. For multiple processing steps such as deburring, the multi-station turntable can automate the processing process and improve work efficiency.

