
How to choose the hardness of diamond grinding wheel?
What is the hardness of diamond grinding wheel?
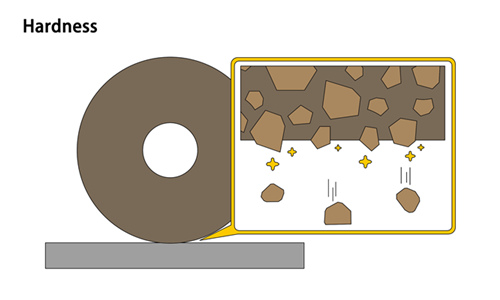
The hardness of the grinding wheel refers to the difficulty of the abrasive grains on the surface of the grinding wheel falling off under the action of external force. The ones that are easy to fall off are soft diamond and CBN electroplated grinding wheels, and vice versa are hard. The same abrasive can be made into grinding wheels with different hardness, which mainly depends on the performance and proportion of the binder and the manufacturing process of the grinding wheel.
How to choose diamond grinding wheel hardness diamond and CBN electroplated grinding wheel in grinding process?
When the hardness of the grinding wheel is selected properly, the diamond or CBN electroplated grinding wheel will automatically remove the blunt abrasive grains during the grinding process, exposing new sharp abrasive grains to continue grinding. If the selected grinding wheel is too soft, the abrasive grains will fall off prematurely before passivation, which will not only increase the consumption of the grinding wheel, but also cause the grinding wheel to lose its correct shape and affect the machining accuracy; if the selected grinding wheel is too hard, the abrasive grains will not fall off in time after passivation, which will cause The gap between the abrasives on the surface of the grinding wheel is blocked by grinding debris, resulting in increased grinding force, increased grinding heat, and increased grinding temperature, resulting in deformation or even burns of the workpiece, and increased surface roughness and reduced productivity.
Generally, when grinding hard materials with diamond and electroplated CBN grinding wheels, the hardness of the grinding wheel should be lower; otherwise, it should be higher. Non-ferrous metals have high toughness, and the pores of the grinding wheel are easily blocked by grinding debris, so they are generally not suitable for grinding. If you want to grind, you should choose a softer grinding wheel. For form grinding and precision grinding, in order to better maintain the shape accuracy of the grinding wheel, a harder grinding wheel should be selected. Generally, medium-soft to medium-hard grinding wheels are often used for grinding.


Grinding process characteristics of diamond and CBN electroplated grinding wheel
Grinding has the following characteristics:
(1) High processing precision and small surface roughness. Due to the small cutting edge radius ρ of abrasive grains, diamond and CBN electroplated grinding wheels can cut off a very thin layer of material; and because there are many abrasive grains on the surface of the grinding wheel, the grinding speed is high (30-35m/s), and at the same time it participates in cutting There are many abrasive grains, forming small and dense network wear marks on the surface of the workpiece; coupled with the high precision of the grinding machine itself, stable hydraulic transmission and micro-feeding mechanism, the grinding processing accuracy is high (IT8~IT5), The surface roughness is small (Ra=1.6~0.2μm).
(2) The radial component force Fy is large. During grinding, because the grinding depth and the cutting thickness of abrasive grains are small, Fz is smaller and Fx is smaller. However, because the contact width between the grinding wheel and the workpiece is large, the cutting ability of the abrasive grains is poor, so Fy is relatively large. Generally Fy = (1.5 ~ 3) Fz.
(3) The grinding temperature is high. Due to the abrasive grains with a large negative rake angle cutting, grooving and sliding on the surface of the workpiece under high pressure and high speed, the friction between the surface of the grinding wheel and the surface of the workpiece is very serious, which consumes a lot of power and generates a lot of cutting heat. And because the thermal conductivity of the grinding wheel itself is poor, a large amount of grinding heat is not easily transmitted in a short period of time, so that the temperature in the grinding area is very high, sometimes as high as 800-1000 degrees.
(4) The grinding wheel is self-sharpening. The self-sharpening of the grinding wheel enables continuous processing of the grinding wheel. This is a feature that other knives do not have.
What are the characteristics of internal grinding compared with external grinding?
Compared with cylindrical grinding, internal grinding mainly has the following characteristics:
1) The grinding accuracy is difficult to control. Because the contact area between the grinding wheel and the workpiece is large during grinding, the heat generation is large, the cooling conditions are poor, and the workpiece is prone to thermal deformation, especially because the grinding wheel shaft is slender and rigid, it is prone to bending deformation, resulting in cylindricity (inner cone) errors . Therefore, it is generally necessary to reduce the grinding depth and increase the number of polishing times.
2) The grinding surface roughness Ra is large. The speed of the grinding wheel generally does not exceed 20,000r/min during internal grinding. Since the diameter of the grinding wheel is small, its linear speed is difficult to reach 30-50m/s during external grinding. The roughness Ra value of internal grinding is generally 1.6~0.4μm.
3) Productivity is low. Because the diameter of the grinding wheel is small, the wear is fast, the coolant is not easy to wash away the chips, and the grinding wheel is easy to block, so the grinding wheel needs to be trimmed or replaced frequently. In addition, in order to ensure the accuracy and surface roughness, the grinding depth must be reduced and the number of grinding times must be increased, which will inevitably affect productivity.
Working principle and application of centerless cylindrical grinding
When grinding centerless cylindrical grinding, the workpiece is placed between two wheels with a supporting plate below it. The big wheel is a working grinding wheel, which plays a cutting role when rotating. The small wheel is a rubber-bonded grinding wheel with very fine abrasive grains, called a guide wheel. The two wheels and the pallet form a V-shaped positioning surface to support the workpiece. The speed v guide of the guide wheel is very low, generally 20-30m/min, without cutting ability, and its axis is oblique to the axis of the working grinding wheel at an angle of β. The v guide can be decomposed into v work and v advance. v is used to drive the workpiece to rotate, which is the circumferential feed speed of the workpiece; v is used to drive the workpiece to move axially, which is the longitudinal feed speed of the workpiece. In order to stabilize the positioning of the workpiece and have sufficient frictional torque with the guide wheel, the contact part between the guide wheel and the workpiece must be trimmed into a straight line. Therefore, the circumferential surface of the guide wheel is a hyperbolic surface of revolution.
Centerless cylindrical grinding is mainly used for mass-produced slender optical shafts, shaft pins and small sleeves, etc.
—EDITOR: Doris Hu
—POST: Doris Hu