
How to grind plasma spray coating?
What is Plasma Spray ?
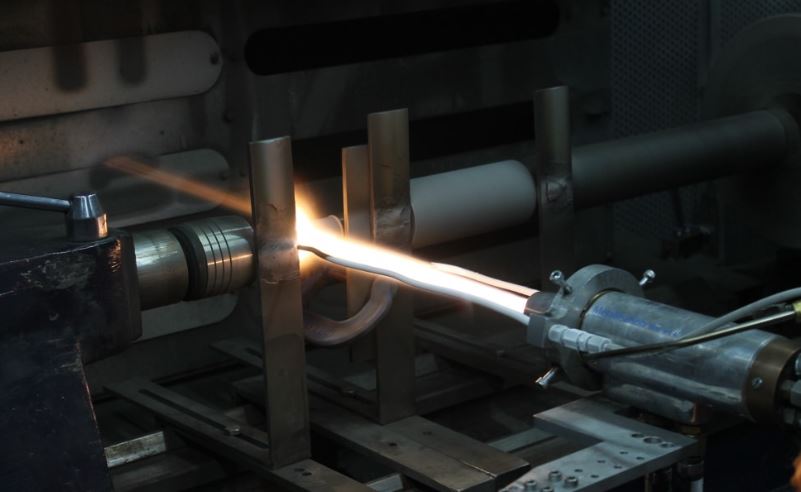
Plasma spray processing technology is one of the thermal spray processing technologies in surface engineering. Its main feature is that it uses plasma flame as the heat source for spray processing. Since the plasma flame has the characteristics of high temperature, concentrated energy and controllable atmosphere during spraying processing, it is a good heat source for various refractory materials, and the flight speed of powder materials in the flame is very high. Therefore, in order to obtain good bonding and dense structure The spray processing coating provides conditions.
Plasma spraying technology has the advantages of a wide range of spray materials and simple processes. It is commonly used in aerospace, transportation, medical equipment and other industries. The hardness of the plasma spray coating is relatively high and the machining allowance is relatively small, so grinding is more suitable.
Grinding method
Grinding of the outer circle and inner hole: The circumferential surface of the grinding wheel is mainly used as the grinding working surface, which is tangent to the machined surface of the part, and the sprayed surface of the outer circle and inner hole is ground.
When the hardness of plasma spraying is relatively high and the processing volume is relatively small, the coating treatment is more suitable for grinding. Because plasma spraying has a special structure, it makes the coating material more difficult to grind. The selection of coating grinding methods and process specifications mainly depends on the structure and hardness of the coating. Reasonable selection of grinding methods and process specifications can not only improve the surface finish and grinding efficiency of the coating, but also reduce the stress at the interface between the coating and the substrate. According to the form of the grinding wheel working surface, there are basically two methods for plasma spraying.
1. Peripheral grinding method
The peripheral grinding method uses the circumferential surface of the grinding wheel as the grinding working surface, such as cylindrical grinding and internal hole grinding. In peripheral grinding, the circumferential surface of the grinding wheel is tangent to the machined surface of the part. In theory, the contact between them is a line. Grinding requires a large amount of coolant for cooling, so it is also called wet grinding. This method has the advantages of fast heat dissipation, high grinding efficiency, and high smoothness. This method is suitable for grinding the outer circle and inner hole surfaces after spraying.
2. End face grinding method
The end face grinding method uses the end face of the grinding wheel as the working surface, such as the guide rail surface of the bowl-shaped grinding wheel or butterfly-shaped grinding wheel grinding method. During end-face grinding, the end face of the grinding wheel is in contact with the surface of the part, so the heat is high. In order to prevent the coolant, abrasive particles and coating particles from clogging the working surface of the grinding wheel, air cooling should be used during grinding, so it is also called dry grinding method. This method is used for grinding flat surfaces and guide rail surfaces after spraying.
Process specifications
(1) Selection of grinding wheel
The hardness of the grinding wheel will directly depend on the hardness of the part’s coating. When grinding softer coating materials, use a harder grinding wheel; when grinding harder coating materials, use a softer grinding wheel. When grinding the coating surface, the medium-soft grade is generally selected, between K-L.
The choice of grinding wheel bond will directly affect the connection strength of the grinding wheel. Ceramic bond grinding wheel is generally suitable for the grinding wheel bond during grinding. It has the characteristics of high connection strength, good heat resistance and the abrasive grains are not easy to fall off.

(2) Selection of grinding dosage
The peripheral speed of the grinding wheel and the part when grinding the coating can directly affect the efficiency of the grinding process. The linear speed of the grinding wheel when grinding the coating surface of the outer circle is generally between 30-40 m/s; the linear speed of the grinding wheel when grinding the coating surface of the inner hole is generally between 18-28 m/s; the linear speed of the workpiece The speed is determined according to its diameter, generally between 25-40 rpm.
When grinding the cylindrical coating, the feed amount for rough grinding is between 0.01-0.02 mm; the feed amount for fine grinding is between 0.003-0.005 mm. When grinding the inner hole coating, the grinding feed rate is between 0.002-0.005 mm.
The sparks that appear during coating grinding are very weak, and sometimes almost no sparks are visible, which shows that the grinding of coatings is more difficult than the grinding of normal materials. Therefore, it is necessary to always keep the grinding wheel surface in sharp conditions when coating grinding.
Use high-efficiency boron nitride and emery grinding wheels
(1) CBN grinding wheel
CBN grinding wheels have high microhardness (HV800-9500) and heat resistance (1500-1600 degrees Celsius). When grinding, the coating can achieve a high smoothness.
(2) Diamond grinding wheel
The diamond grinding wheel also has high microhardness (HV8600-10000) and heat resistance (700-800 degrees Celsius). It can achieve good grinding efficiency when the linear speed reaches 60 meters/second.
—EDITOR: Doris Hu,Anna Wang
—POST:Doros Hu