
How to ultra precision processing bearing ?
What is ultra-precision grinding?

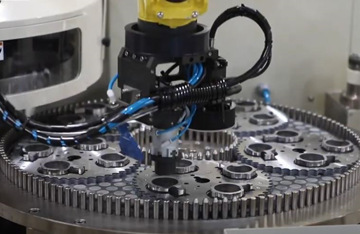
Ultra-precision grinding is a kind of feed movement to achieve a micro grinding of a finishing process.The surface before ultra-finish machining is generally precision turning and grinding.
Specifically refers to in good lubrication and cooling conditions, with fine-grained abrasive (whet) to exert a small pressure on the workpiece, and in the direction of vertical dry workpiece rotation, rotation at a certain speed of the workpiece for fast and short reciprocating oscillation movement of a finishing processing method.
Ultra-precision grinding is a traditional machining process of grinding by high-frequency small oscillations of whetstone, aiming at improving the surface quality of the workpiece. It is widely used in many industries such as bearings, automobiles, hydraulics and pneumatics, especially in the bearing industry. At present, it is the main final machining process of the inner working surface of bearings.
What is bearing ultra-precision machining?
Bearing super finishing, also known as super finishing, is a micro-grinding process. For high-precision bearings, usually the ring rolling surface and the working surface of the rolling body need to be ultra-finished.
Ultra-finish machining has different processing equipment, processing principles are not the same, in order to achieve the geometric accuracy requirements, surface quality requirements, it is necessary to consider the equipment, tooling, whetstone, grinding fluid, and even the grinding process bearing parts of the state.


Moresuperhard offers a complete range of grinding wheels for ID, OD, centerless grinding, superfinishing and lapping as well as diamond and CBN dressing tools for grinding bearing rings and profiling wheels.
What is the role of bearing ultra-precision machining?
In rolling bearing manufacturing process, ultra precision bearing ring processing is at the end of the process, to reduce or eliminate grinding legacy of circular deviation, repair the shape of the channel error, refining its surface roughness, improve physical and mechanical properties, surface reduce the vibration and noise of bearing, improve the service life of bearing, plays an important role, specific as follows:
1. Can effectively reduce the ripple degree.
In the process of super finishing, in order to ensure that the whetstone always acts on the peak and does not contact with the trough, the arc of the contact between the whetstone and the workpiece is ≥ the wavelength of the surface corrugations of the workpiece. In this way, the contact pressure of the peak is larger, and the convex peak is removed, thus reducing the corrugations.
2.Improve the groove shape error of ball bearing raceway.
Super precision can effectively improve the groove shape error of about 30% raceway.
3. It can produce compressive stress on the superrefined surface.
In the process of super finishing, the main cold plastic deformation occurs, so that the residual compressive stress is formed on the surface of the workpiece after super finishing.
4. It can increase the contact area of the working surface of the ring.
After super precision grinding, he contact support area of the working surface of the bearing ring can be increased from 15%- 40% to 80% – 95% after grinding.
Analysis of bearing ultra-precision machining process
Bearing ultra-precision machining can generally be divided into three stages:
1. Cutting
When the surface of the whetstone and the rough convex peak of the raceway surface contact, due to the small contact area, the force on the unit area is large, under a certain pressure, the whetstone is first subjected to the “reverse cutting” effect of the bearing workpiece, so that part of the whetstone surface abrasive off and broken, exposing some new sharp abrasive and edge. At the same time, the convex peak of the surface of the bearing workpiece is subjected to rapid cutting, and the convex peak and grinding deterioration layer on the surface of the bearing workpiece are removed by the action of cutting and reverse cutting. This stage is known as the cutting stage, in which most of the metal allowance is removed.
2. The bearing half cutting stage
As the processing continues, the surface of the bearing workpiece is gradually ground flat.
At this time, the contact area between the whetstone and the workpiece surface increases, the pressure per unit area decreases, the cutting depth decreases, and the cutting ability weakens.
At the same time, the pores on the surface of the whetstone are blocked, and the whetstone is in a semi-cutting state. This stage is known as the half-cutting stage of bearing finishing, in which the cutting traces on the surface of the bearing workpiece become shallower and darker luster appears.
3. Finishing bearing
This stage can be divided into two steps: one is the grinding transition stage; The second is the grinding after stopping cutting.
Grinding transition stage:
abrasive particles from reduced, abrasive edge is ground, chip oxide began to embed in the gap of whetstone, abrasive powder blocked whetstone pores, so that the abrasive particles can only be weak cutting, accompanied by extrusion and polishing, then the workpiece surface roughness is quickly reduced, the surface of the whetstone has black chip oxide attachment.
Stop cutting grinding:
When the oil stone and workpiece friction has been very smooth, contact area greatly increased, pressure decreased, the abrasive has been unable to penetrate the oil film and the workpiece contact, when the supporting surface oil film pressure and the pressure of the whetstone is balanced, the whetstone is floating. During the formation of oil film, at this time has no cutting effect. This stage is unique to ultra-finishing.
—EDITOR:Doris Hu
—POST:Doris Hu