
Learn more about grinding technology
Know about the defination of grinding?
Grinding is a processing method that removes the excess layer of workpiece surface by cutting action of abrasive tools to makes the surface quality of workpiece reach the predetermined requirements. Common grinding processing forms are: cylinder grinding, internal grinding, centerless grinding, thread grinding, surface grinding, forming surface grinding and so on.
What is the abrasive tool, the composition of grinding wheel and what factors determine its performance?
Generally abrasive tool is used for grinding, grinding and polishing,most of the abrasives tools are made of abrasives and bond.
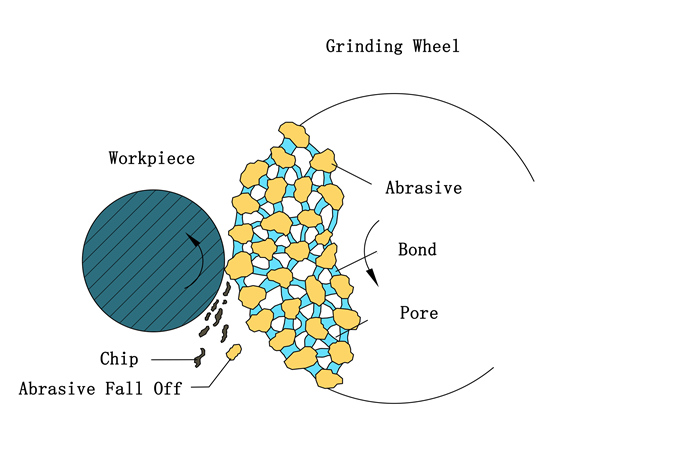
The grinding wheel is composed of abrasive grains, binders and pores (sometimes not), and its performance is mainly determined by abrasive, particle size, bond, hardness and structure.

What are the types of abrasives?
Abrasive is directly responsible for the cutting , should have high hardness, heat resistance and a certain toughness, crushing should be able to form sharp edges and corners. At present, the commonly used abrasives in production are oxide, carbide and high hard abrasives. Commonly used abrasives are white corundum, zirconium corundum, cubic boron carbide, artificial diamond, cubic boron nitride and so on.
What are the forms of grinding wheel wear?
Grinding wheel wear mainly includes two aspects: abrasive loss and grinding wheel failure. The loss of abrasive particles on the surface of grinding wheel can be divided into three different forms: the passivation of abrasive particles, the fragmentation of abrasive particles and the shedding of abrasive particles. With the prolongation of grinding wheel working time, its cutting ability gradually decreases, and finally cannot grind normally, cannot reach the specified machining accuracy and surface quality, and then the grinding wheel fails. There are three forms: the working surface of the grinding wheel becomes dull, the working surface of the grinding wheel is blocked, and the profile of the grinding wheel is distorted.
How to dress grinding wheel?
When the grinding wheel is worn out, it is required to dress the grinding wheel again. Dressing is the general term of shaping and sharpening. Shaping is to make the grinding wheel have a certain precision of the geometric shape. Sharpening is to remove the bond between the abrasive particles, so that the abrasive particles protruding a certain height of the bond (about 1/3 of the general size of the abrasive particles), to form a good cutting edge and enough chip tolerance space. The shaping and sharpening of ordinary grinding wheel are generally carried out in one. The shaping and sharpening of superabrasive grinding wheel are generally separated. The former is to obtain the ideal wheel geometry, the latter is to improve the grinding edge.
What are the forms of grinding motion when cylinder grinding and surface grinding?
When grinding outer circle and plane, grinding motion includes main motion, radial feed motion, axial feed motion and workpiece rotation or linear motion.
Describe the grinding process of a single abrasive.
The grinding process of a single abrasive grain can be roughly divided into three stages: slip rubbing, scratching and cutting.
Slip rubbing stage: in the grinding process, the cutting thickness gradually increases from zero. In the sliding stage, due to the abrasive cutting edge and workpiece contact when the cutting thickness is very small, when the blunt circle at the top Angle of the abrasive is greater than the cutting thickness, abrasive only on the surface of the workpiece sliding brush, only elastic deformation, do not produce chips.
(2) Scratching stage: with the increase of the grinding depth, the pressure between the grinding grain and the workpiece surface gradually increases, and the surface layer also transitions from elastic deformation to plastic deformation. When the metal is heated to the critical point, the normal thermal stress exceeds the critical yield strength of the material, and the cutting edge begins to cut into the surface of the material. Slippage pushes the material surface toward the front and sides of the abrasive particles, causing the abrasive particles to create grooves on the workpiece surface, and ridges on both sides of the grooves. This stage is characterized by plastic flow and uplift on the surface of the material, and chip formation cannot be achieved because the cutting thickness of the abrasive particles has not reached the critical value of chip formation.
(3) Cutting stage: when the extrusion depth increases to the critical value, the layer is cut under the extrusion of the abrasive particles obviously slip along the shear surface, forming chips flowing out along the front cutter surface, which is called the cutting stage.
What are the characteristics of precision grinding of superhard abrasive wheel? How to choose the grinding dosage?
The main characteristics of superhard abrasive grinding wheel are:
(1) Can be used to process a variety of high hardness, high brittle metal and non-metallic materials.
(2) Strong grinding ability, good wear resistance, high durability, can maintain grinding performance for a long time, less dressing times, easy to maintain particle size; Easy to control machining size and realize machining automation.
(3) The grinding force is small, the grinding temperature is low, so as to reduce the internal stress, no burn, crack and other defects, the processed surface quality is good. When grinding hard alloy with diamond wheel, its grinding force is only 1/4 ~ 1/5 of that of green silicon carbide.
(4) High grinding efficiency. When machining hard alloy and non-metallic hard brittle materials, the metal removal rate of diamond wheel is better than that of cubic borax nitride wheel. However, when processing heat-resistant steel, titanium alloy, die steel and other materials, the cubic borax nitride wheel is far higher than the diamond wheel
(5) Low processing cost. Diamond grinding wheel and CBN wheel are more expensive, but their long service life, high processing efficiency, so the overall cost is low.
—EDITOR: Doris Hu
—POST: Doris Hu