
Quick-point Grinding Technique
1. Working principle of Quick-point Grinding
Working principle of fast point grinding process: when grinding the outer circle of the workpiece, the grinding wheel is in point contact with the workpiece.
The grinding of a grinding wheel on the workpiece is similar to the turning of a tiny knife tip on the workpiece with very little grinding force and heat.
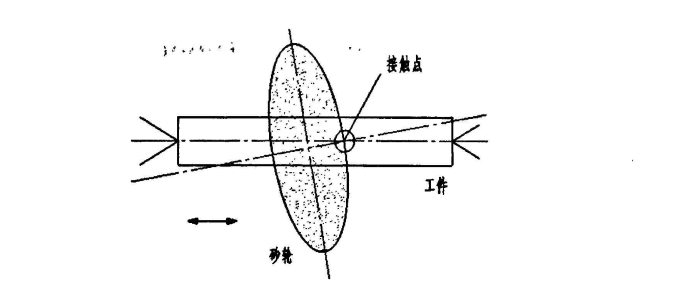
Fig.1 Principle of quick-point grinding
2. Features of fast point grinding
(1) The grinding wheel is in point contact with the workpiece (the contact area is the minimum), the actual grinding speed is higher, the grinding force is greatly reduced, and the grinding energy is smaller than the grinding energy.
(2) Due to the use of CNC two-coordinate linkage to realize surface grinding of complex rotating parts, it can complete the processing of external circle, cone surface, surface, thread, shoulder and groove and other shapes after a single installation, with greater flexibility.
(3) Grinding heat less, at the same time, chip can take away most of the heat, heat cooling effect is good, so the grinding temperature is greatly reduced, and even can achieve “cold state” machining, dry grinding.
It not only improves the machining precision and surface quality, but also reduces the environmental pollution caused by the extensive use of grinding fluid.
| Comparison of grinding fluid supply and grinding ratio | |
| Cylindrical grinding | v ≤35 mPs |
| High speed cylindrical grinding of corundum wheel | 50~80 mPs |
| Quick spot grinding of corundum wheel | v =90~140 mPs |
| Feed pressure of CBN grinding wheel | PMPa 0. 1~1 1~5 |
| For the fluid flow | PL·min – 1 5~30 30~90 |
| Less, no grinding fluid grinding ratio | 2~100 20~400 16 000~60 000 |