Should I use dry or wet milling?
Should I use dry or wet milling?
Milling is essentially an interrupted process, this will causes the temperature at the cutting edge to fluctuate between high and low temperatures (approximately 1000 ° C).
01 Impact of cutting fluid
As the cutting edge is cut in and out, the temperature change intensifies. As a result, the cutting edge is subjected to thermal shock and periodic stresses, which can lead to cracking and, in the worst case, premature termination of tool life.
More unsuitable for use of cutting fluids when the temperature of the cutting area is higher.
In the finishing process, since the heat generated is reduced, the use of cutting fluids does not shorten the tool life as much as in rough machining.
Thermal cracks on the cutting edge

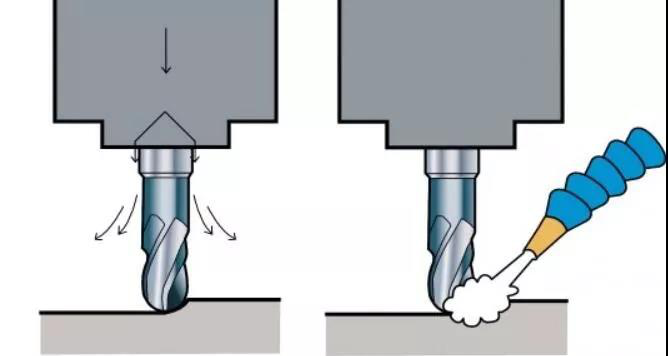
02 Dry milling
Dry milling can prolong the life of cutting edge.The temperature does change, but it stays within the range of the carbide design.The rough milling process should without the cutting fluid.

03 Wet milling with cutting fluid

There are some exceptions where cutting fluid should be used:
1)stainless steel and aluminum alloy fine processing – used to prevent metal particles from sticking to the surface structure
2)milling high temperature alloys at low cutting speed – for lubrication and cooling of parts
3)cast iron milling, used for wetting and washing away dust to protect the environment and health and ensure the accuracy of parts
4)milling of thin-wall parts to prevent geometric deformation
5)When processing deep cavities, a micro-lubrication system can be used to assist chip removal.
In the micro-lubrication system, the amount of “oil mist” is only a few milliliters of oil per hour, and it passes through a common filter ventilation system discharge
If must using wet milling should be used sufficient amount of cutting fluid.
Use of compressed air and oil mist
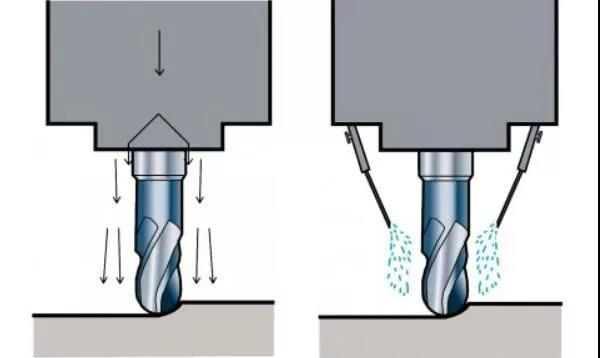
Using large flow of internal and external coolant