
Three methods of cylindrical grinding
Cylindrical grinding generally has longitudinal grinding, horizontal grinding and deep grinding three ways.
(1) Longitudinal grinding
During the process of cylindrical grinding with longitudinal grinding method, the high-speed rotation of grinding wheel is the main movement makes circle feed motion while reciprocating with the table to realize the axial feed along the workpiece. At the end of each single stroke or each reciprocating stroke, grinding wheel moves horizontally periodically to realize the radial feed of the workpiece, thus gradually grinding away all the remaining grinding allowance in the radial direction of the workpiece.
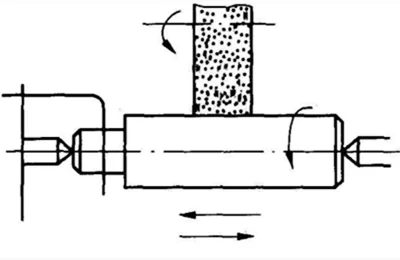
The longitudinal grinding method is suitable for grinding larger workpiece, and is a common method for single and small batch production. Longitudinal grinding method is widely used because of its small grinding depth, small grinding force, small contact area and good heat dissipation, it is easy to obtain high precision and surface quality. However, because of the number of cutting times, the production efficiency is low. Suitable for grinding long round surface of parts and small batch production.
(2)Horizontal grinding
Horizontal grinding is also known as the lateral feed grinding plunge grinding. When cylindrical grinding with the horizontal grinding method, the width of the grinding wheel is larger than that of the workpiece, the workpiece does not need to make longitudinal (axial) feed movement, the grinding wheel with slow speed continuously or intermittently along the transverse feed movement to achieve the radial feed of the workpiece, until the grinding reaches the size requirements. Its characteristics are: full play of the grinding wheel cutting capacity, high grinding efficiency, but also suitable for shape grinding.
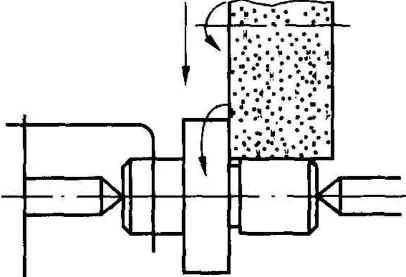
However, in the grinding process, the grinding wheel and workpiece contact area is large, resulting in the increase of grinding force, workpiece deformation and burn easily. In addition, the grinding wheel shape error directly affects the workpiece geometry accuracy, the grinding accuracy is low and the surface roughness value is large. Therefore, it is necessary to use large power and good rigidity grinder, and at the same time, sufficient cutting fluid must be given to achieve the purpose of cooling.
Using horizontal grinding method requires that the rigidity of the process system is good, and the workpiece should be short rather than long. This grinding method is usually used in the fine grinding process of short step shaft journal. Horizontal grinding method has high production efficiency, but low machining accuracy and large surface roughness. The main reason is that during grinding, the workpiece and grinding wheel contact area is large, grinding force is large, more grinding heat, easy to occur grinding burn and deformation, suitable for grinding the workpiece with good rigidity in mass production.
(3)Deep grinding
Deep grinding is an advanced method with high productivity and grinding allowance is about 0.1~0.35mm. In this way ,the whole allowance can be ground in feeding once. When grinding, the feed is small, generally take the longitudinal feed is 1~2 mm/r, about 15% of the “longitudinal grinding method”, the processing time is about 30~75% of the longitudinal grinding method.
—EDITOR: Doris Hu
—POST: Doris Hu