
Case of diamond grinding wheel for thermal spray coating
Why do workpieces need to be thermal sprayed?
Thermal spraying process uses a certain form of heat source to heat powdery, filamentary or rod-shaped spray materials to a melted or partially melted state. At the same time, it is atomized with a jet airflow and sprayed on the surface of the treated parts to form a spray layer. Processing methods to improve or change the surface properties of workpieces.

Thermal spray characteristics
After spraying, the size of the sprayed coating is not accurate and the surface is rough. When the coating is required to have precise geometric dimensions and a smooth surface, it can only be achieved through finishing. Finishing usually uses mechanical cutting or grinding methods.
1. High efficiency. When using a grinding wheel for carbide grinding, its grinding efficiency is about 10 times more than that of a SIC grinding wheel.
2. The diamond grinding wheel has high wear resistance and very low abrasive consumption. Especially when processing hard and brittle materials with a hardness HRC≥65, the excellent heat resistance is particularly prominent.
3. Ordinary abrasives have small grinding force and high temperature in the grinding zone. Diamond abrasives have high hardness and wear resistance, and the abrasive particles can stay sharp for a long time and easily cut into the workpiece. In addition, since diamond has high thermal conductivity, grinding heat is easily transferred, so the temperature in the grinding area is low. For example, when silicon carbide grinding wheels and diamond grinding wheels are used to grind carbide workpieces under the same conditions, the temperature in the grinding zone of the silicon carbide grinding wheel can reach 1000°C to 1200°C, while the temperature of the diamond grinding wheel is only about 400°C.
4. The geometric tolerance of the grinding workpiece is small, the dimensional accuracy is high, the surface processing quality of the workpiece is good, and the service life of the sprayed workpiece is improved.
5. When using a resin bonded diamond grinding wheel to grind thermal spray workpieces, the grinding wheel can be trimmed into a special shape as needed to meet the processing requirements.
6. The layers must be processed to precise dimensions and high smoothness, and for hard and brittle ceramic coatings, grinding is the only practical method.
When grinding coatings, it should be noted that there is a big difference between grinding forged or cast parts of the same material. Excessive grinding pressure will cause the particles on the coating surface to transfer or be moved, and even cause coating cracks. Due to the poor thermal conductivity of the coating, sufficient cooling medium should be provided during grinding. The key to grinding processing lies in the selection of grinding wheels and grinding process parameters.
When selecting a grinding wheel, factors such as the type of coating, the hardness and structure of the coating, the size of the workpiece, grinding amount and surface roughness requirements, the type, status and capacity of the grinder should be taken into consideration. The principles for selecting grinding wheels include the following aspects.
a) Use the sharpest grinding wheel possible. Make it cutting fast without overheating. The silicon carbide grinding wheel presents a new sharp cutting edge during the grinding process and can obtain a finer grinding surface. Diamond grinding wheels are durable and can cleanly grind a variety of carbide, metals, ceramics and cermets. Aluminum oxide is only used for grinding certain steel alloys.
b) Select the structure and hardness level of the grinding wheel. Meet the required grinding effect. When light grinding pressure is used or higher grinding speed is required, a softer grade grinding wheel should be used to increase the contact area; when heavy grinding pressure is used or lower roughness is required, a softer grinding wheel should be used. Hard grade grinding wheel.
c) Choose the most suitable adhesive type. Bond types include ceramic bond diamond grinding wheel and resin bond diamond grinding wheel. For metal coatings ceramic binders are generally used. Increases grinding speeds and achieves precise fit tolerances, and is unaffected by water, acids, oils and temperature changes. Resin binders are generally used for ceramic coatings for rapid grinding and low surface roughness.

d) Select the appropriate grinding wheel abrasive particle size. To produce lower roughness, a grinding wheel with finer grit should be used. The particle size of 30-60 mesh can be used for coarse grinding, and the particle size of 60-120 mesh can be used for fine grinding.
Recently we have received good reviews from customers. Moresuperhard is very happy to bring good results to customers.

Grinding parameters of customer case:
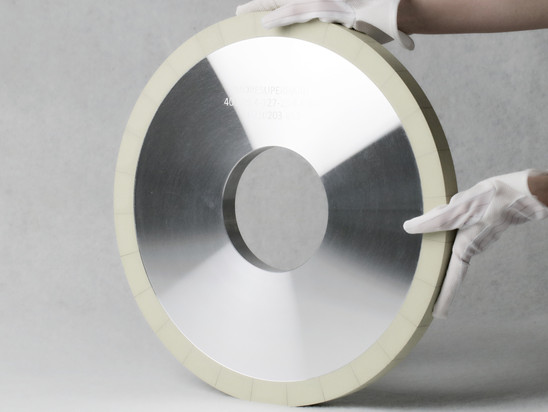
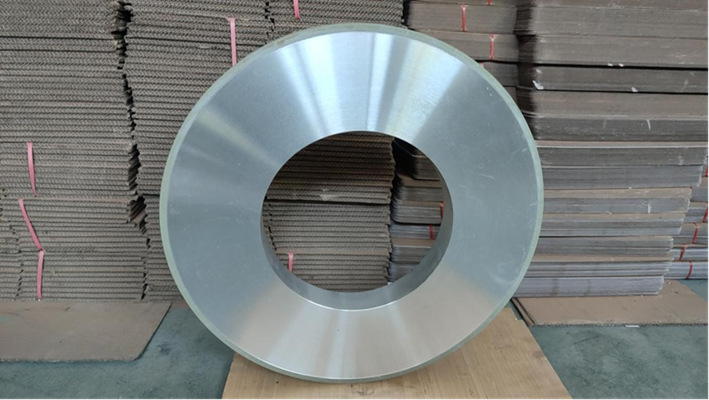
| Grinding wheel | Size | Grit | Coating |
| Vitrified diamond grinding wheel | D600xH304.8(H7)XT60x10(X) | D151 | Ceramic and carbide coating |
| Resin diamond grinding disc | D100xH20xT20 xW40 x10(x) | D151 | Carbide coating |
| Resin CBN grinding disc | D100xH20xT20 xW40 x10(x) | D107 | Stainless roll |
| D76 |
—EDITOR: Doris Hu,Anna Wang
—POST: Doris Hu