
Case of honing tools for Military industry
What is honing technology?


Honing is a finishing method for high-precision internal holes. The processing tool used is called a honing head. The main body of the honing head is cylindrical, and multiple oilstone sand strips are axially distributed on its circumference. The inside of the honing head is equipped with an expansion mechanism. During the processing, under the action of spring force or hydraulic pressure, the sand strips can be driven to extend radially and contact the hole wall of the inner hole to be processed with a certain pressure, and the grinding process is performed under the action of the driving force. The honing process is to use the honing machine tool spindle to drive the honing head to rotate, and at the same time drive the honing head to reciprocate along the axial direction to process the inner hole of the workpiece.
Honing is different from other grinding processes and has some unique characteristics. Honing usually adopts a floating processing method. The honing head and the machine tool spindle are floatingly connected. During the processing, the honing head can use the hole wall of the inner hole to be processed as a guide. It has a certain compensation effect on the slight radial error and axial tilt error between the inner hole to be processed and the spindle, so that the processing accuracy of the workpiece is basically not affected by the accuracy of the machine tool. Under certain processing conditions, the honing head can also be fixedly connected to the spindle, and the workpiece can be installed using a floating fixture.
Another characteristic of honing is that the machined surface has the characteristic of creation. During the honing process, the honing head rotates and reciprocates, forming a mesh pattern of intersecting spirals on the machined surface. Under the control of the equipment system, the ratio of the number of reciprocating motions per minute to the number of revolutions of the honing head is not an integer, so that the processing mesh pattern of the machined surface is not repeated between every two reciprocating motions, avoiding the phenomenon that some parts of the machined surface are repeatedly processed while other parts are not processed enough. This non-repetitive processing trajectory can continuously generate new high points between the machined surface and the cutting surface of the honing bar and grind them away, and the contact area between the honing bar and the machined surface continues to increase, so that the roundness and cylindricity of the machined inner hole are continuously improved until the requirements are met.
Because honing has the above characteristics, the use of honing technology can make the inner hole to be processed obtain higher dimensional accuracy, shape accuracy and surface quality. With reasonable processing parameters, the dimensional accuracy that can be achieved by honing is 0.01mm, and the roundness and cylindricity can reach 0.005mm. With the selection of suitable honing tools, the surface roughness value Ra can be controlled at 0.04~0.4μm. At the same time, honing also has a larger processing range. Depending on the specifications of the equipment used, it can process inner holes with a diameter of 5~500mm.
Honing has higher processing accuracy, and because it belongs to large-area multi-blade cutting processing, it also has higher processing efficiency. In actual production, for large-scale high-precision inner hole processing, while ensuring the stability of processing quality, the processing efficiency is improved to achieve the purpose of reducing processing costs.
The honing process of high-precision inner holes should be considered from two aspects:
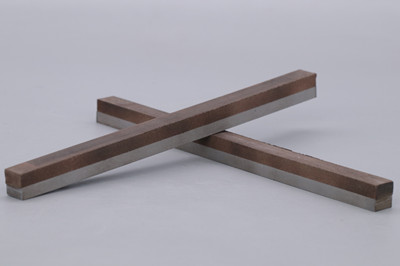
— Selection of honing stick
–Selection of honing dosage
Honing is essentially a grinding process. The honing head is the main tool for grinding, and the oilstone strip installed on the honing head is equivalent to a blade, which plays the main role in removing materials during the processing. The correct selection of honing sticks is the premise for ensuring processing quality and efficiency.
The honing strip is composed of abrasives and binders. The abrasive plays the main role in cutting. The particle size of the abrasive is directly related to the surface roughness and processing efficiency of the processed surface, and the type of abrasive determines the material that can be processed by honing.
The commonly used abrasives for honing sticks are white corundum, brown corundum, black silicon carbide, green silicon carbide, cubic boron nitride and artificial diamond. Among them, CBN honing stick has the characteristics of high hardness and good thermal stability, and it has good chemical stability with ferrous metals, and has excellent self-sharpening during cutting. Because valve sleeves and valve bodies are mostly made of alloy steel, oilstone strips with cubic boron nitride abrasives are the first choice. For the inner holes of valve bodies made of some non-ferrous metal materials, honing sticks with black silicon carbide (for rough honing) and green silicon carbide (for fine honing) abrasives can be used for honing.

The abrasive grain size is generally selected according to the surface roughness of the processed surface, and the processing efficiency should also be considered. On the premise of ensuring the quality of the processed surface, try to use a coarser abrasive grain size. In actual production, a rough honing generally uses an abrasive grain size of about 120#; a fine honing uses an abrasive grain size of W28~W40.
2) The honing amount mainly includes cutting speed, working pressure of honing stick and machining allowance before honing, etc.
Because the cutting motion of honing includes the rotation and reciprocating motion of the honing head, its cutting speed is the composite speed of the circumferential speed of the honing head and the reciprocating speed. In one reciprocating motion, the machining trajectory of the same abrasive is two spiral lines that cross at a certain angle. The angle between the two lines is called the cutting cross angle. The cutting speed of honing is organically unified by the three parameters of the honing head circumferential speed, reciprocating speed and cross angle, which jointly affect the processing quality and efficiency of honing. The cutting speed should be reasonably selected according to the material and precision requirements of the processed parts. When the speed of the honing head is constant, the reciprocating speed and the cross angle should be appropriately increased during rough honing to obtain higher efficiency; during fine honing, the reciprocating speed should be reduced and the cross angle should be reduced to obtain a lower surface roughness value. In actual production, during rough honing, the circumferential speed of the honing head is about 20m/min, the reciprocating speed is about 20m/min, and the cross angle is about 45°; during fine honing, the circumferential speed of the honing head is 26m/min, the reciprocating speed is 10m/min, and the cross angle is about 25°.


Another factor that has a great impact on the processing quality and efficiency of honing is the allowance of the processed surface before honing. The honing allowance should be reasonable to ensure that the honing process completely removes the processing errors and defects left over from the previous process, ensuring the processing accuracy and surface quality. The honing allowance should not be too large. Too much honing allowance will not only affect the processing efficiency, but also increase the loss of sand strips, leading to an increase in processing costs. Generally, for large quantities of high-precision inner hole honing, the honing allowance is controlled at 0.05-0.1mm.
More Superhard provides superabrasive diamond and CBN honing stone, honing sticks for honing machines of almost all renowned honing brands (Sunnen, Nagel, Gehring, Belden, AccuCut, Engis, and other types of high-production honing equipment ). Our diamond and CBN honing stones are available for precisiom bore finishing.
Recently, Moresuperhard has a customer who inquiry about honing tools, let’s see the details together:
| Hole | 3.4’’-5.5’’ hole |
| Honing tools | Aluminium oxide and CBN honing stick |
| Precision requirement | ±0.0001″ ( 0.0025 mm) |
| Removal allowance | 0.0005 to 0.002″ |
| Grit | #180- #320 |
—EDITOR: Doris Hu,Cris Zhang
—POST: Doris Hu