
Case of vitrified CBN grinding wheel for vane pump rotor slot
What is a vane pump?
A vane pump is a pump in which the vanes in the rotor grooves are in contact with the pump housing (stator ring), and the sucked liquid is pressed from the oil inlet side to the oil discharge side. Its working principle is: when the vane pump rotor rotates, the vanes are pressed against the inner surface of the stator at the tip under the action of centrifugal force and pressure oil. In this way, the working volume formed by the two vanes and the inner surface of the rotor and stator first absorbs oil from small to large and then discharges oil from large to small. When the vanes rotate one circle, the oil suction and oil discharge are completed once.
Vane pumps are divided into double-acting vane pumps and single-acting vane pumps.


In a single-acting vane pump, the rotor rotates one circle, and the vanes slide once in the rotor vane groove, completing one oil suction and one oil pressure. Single-acting vane pumps are often made into variable pump structures, so they are also called adjustable vane pumps or variable pumps.
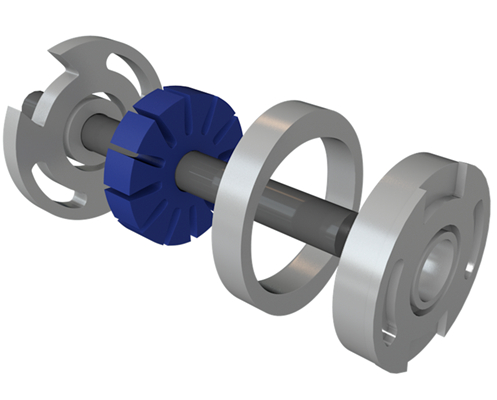
Single-acting vane pumps are mainly composed of rotors, vanes, stators, oil distribution plates, housings, shafts and other parts.
The stator of the vane pump has a cylindrical inner surface, and the rotor has evenly distributed blade grooves. The rectangular blades are placed in the blade grooves on the rotor and can slide in the grooves. The center of the rotor does not coincide with the center of the stator, and there is an eccentricity.
When the rotor rotates, the blades are pressed against the inner surface of the stator by their own centrifugal force and reciprocate in the rotor grooves. Several sealed working volumes are formed between the stator, rotor, blades and oil distribution plate. When the rotor rotates counterclockwise, the blades on the right gradually extend, and the space volume between the two adjacent blades gradually increases, forming a local vacuum, and sucking oil from the oil suction port; the blades on the left are gradually pressed into the groove by the inner surface of the stator, and the space volume between the two adjacent blades gradually decreases, and the working oil is pressed out from the oil pressure port.
Causes and repairs of rotor wear
The wear of the rotor is mainly caused by the friction between the end faces on both sides and the oil distribution plate, which is generally mild. The reason for this friction is that the bearings supporting the rotor shaft have poor precision and quality, or are installed improperly, which sometimes results in axial movement.
① Repair of minor wear of the rotor
This minor wear refers to scratches on the two end faces of the rotor. When the scratches are shallow, polishing paste or oilstone can generally be used for grinding, and the scratches and burrs can be removed before assembly and use.
② Repair when the rotor wear is more serious
If the end faces on both sides of the rotor are worn with more serious grooves, the end face of the grinding wheel should be used to grind the rotor end face until the grooves are removed. The roughness R. of the rotor end face after grinding should not be greater than 0. 63un,
The vertical tolerance between the end face and the rotor tolerance center line is 0. 01mm, and the non-parallelism of the two end faces is 0. 08mm.
It should be noted here: if the rotor end face has been ground and repaired, the blade width in the rotor slot should also be ground, and the blade width should be slightly smaller than the rotor slot length.
The wear of the blade slots on the rotor is mainly the result of frequent sliding of the blades in the slots. When there are slight scratches, they can be repaired with fine oilstone. For more serious wear, they can be ground with a thin grinding wheel on a tool grinder, and then the blades can be re-matched according to the groove width after grinding. The clearance between the blade and the groove width should be guaranteed to be within the range of 0.013~0.018mm.
The rotor is a key part of the vane pump/motor. The material is 38CrMoAlA and the surface of the rotor groove is nitrified. Because the rotor groove has high dimensional accuracy, shape and position tolerance and surface roughness requirements, the groove is narrow and deep, so the selection of grinding wheel should consider both chemical inertia and high hardness, so the selection of CBN grinding wheel is more suitable.
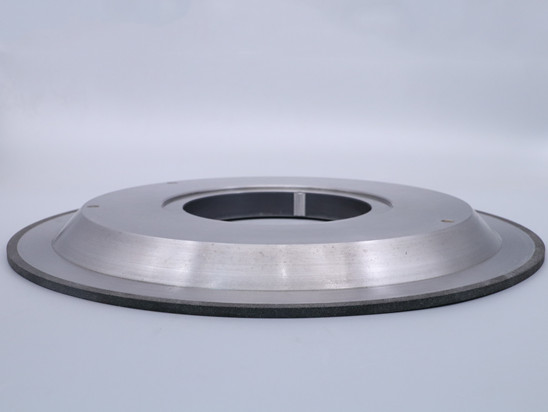
Vitrified bond CBN Groove Grinding wheels is suitable for rotary vane compressor, steering pump, vane pump rotor groove grinding, drive shaft grooving and other industries and after grooving molding grinding.

| Material of workpiece | 8620 steel | |
| Hardness | 60-62 HRC | |
| Tolerance of rotor slot | +/- .005 mm | |
| Grinding wheel | Vitrified CBN grinding wheel | |
| Size of vitrified CBN grinding wheel | 152D*31.75H*6T*2.65X*6.35W | #120/140 |
| #180/200 | ||
| How to dressing resin CBN grinding wheel | Customer have dressing equipment to use diamond rotary dresser to dressing | |
| Grinding wheel allowance during rough grinding | 0.05 mm | |
| Grinding wheel allowance during finish grinding | 0.07 – 0.08 mm | |
Customer feedback:
The size of vitrified CBN grinding wheel is fine and the rotor slot surface finish is very good. It solves the problem that customers originally needed to complete the processing by two processes of 120/140 180/200. Only one process of Moresuperhard’s ceramic CBN grinding wheel with 180/200 grit can be used to complete the processing.
At the same time, the customer also raised issues such as lifespan, dressing methods and processing parameters. Moresuperhard also provided the customer with the corresponding dressing solutions:
| Customer feedback | The customer have used one of the wheels but that wheel just last for 16–20 pieces ( means 360slots), used 4200 RPM with 25mm/mint feed. It was worn out by .01–.012mm, the slot tolerance is +/-.005mm, so that’s why they had to change the wheel. Now they are dressing up the 2nd wheel to size. |
| Moresuperhard solutions for dressing | For dressing: Unless the grinding wheel is deformed or the groove is rounded, frequent dressing is not required. As l told you, it has many factors so we can’t give you an exact number. You had to find the frequency by yourself.
For the glaze: if there is an obvious drop in inefficiency or processing abnormality, the wheel needs to be glazed. Our techs’ main advice is that frequent dressing is not required for this kind of wheel. |
—EDITOR: Doris Hu,Jason Guo
—POST: Doris Hu