
Case of vitrified diamond back grinding wheel for thinning quartz glass
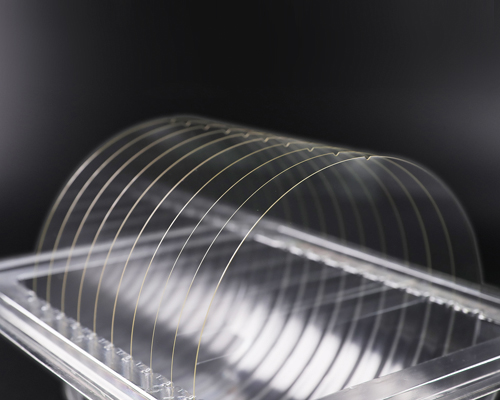
What is quartz glass?
Quartz glass is known as the “crown” of glass materials. It is a glass with SiO2 as a single component, which has super mechanical properties, thermal properties, optical properties and electrical properties. It plays an irreplaceable role in semiconductor, optical device, optical communication, solar energy and other industries.
Application of quartz glass:
Quartz is used in many different areas for high purity in the semiconductor manufacturing process. Front-end semiconductor processing is often a big customer of quartz products, where common “wafers” are made of silicon and go through a series of process steps that eventually form millions of circuits called microchips. Many of these process steps require precisely controlled gas reactions at high temperatures on the wafer surface. Quartz components are often used to ensure high purity is maintained while being able to withstand high
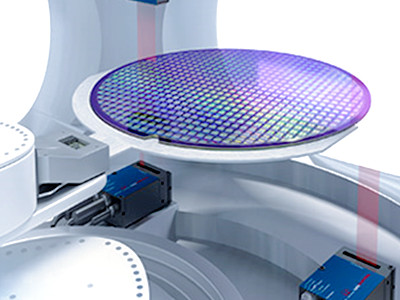 pressure/vacuum at high temperatures without reacting with the wafer itself or introducing particles that could cause subsequent circuit failure.
pressure/vacuum at high temperatures without reacting with the wafer itself or introducing particles that could cause subsequent circuit failure.
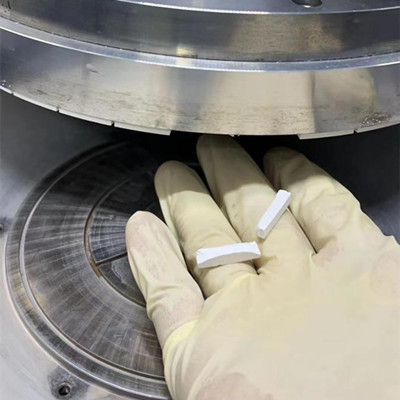
Recently one of our customers inquiry about back grinding quartz glass, he used resin diamond back grinding wheel but could not achieve the surface quality he requires.
The smoothness of the 2000# thinning grinding wheel does not meet the customer’s requirements. The customer directly requests to make a W1 (15000#) grinding wheel. The customer wants to achieve a sub-surface without damage.
At present, in the semiconductor industry, only Japan’s back grinding machine can achieve high precision, and there are free (polishing with diamond and cerium oxide polishing pads and polishing fluid) and consolidation (using ceramic and resin diamond back thinning grinding wheels for grinding and polishing) combined processes. , there is also a process of pure consolidation (using ceramic and resin diamond back-thinning wheels).
Moresuperhard vitrified and resin diamond back grinding wheel can used for back thinning, front grinding, and fine grinding of discrete devices, integrated circuit substrate silicon wafers, sapphire epitaxial wafers, silicon wafers, arsenide, GaN wafers, silicon-based chips, etc
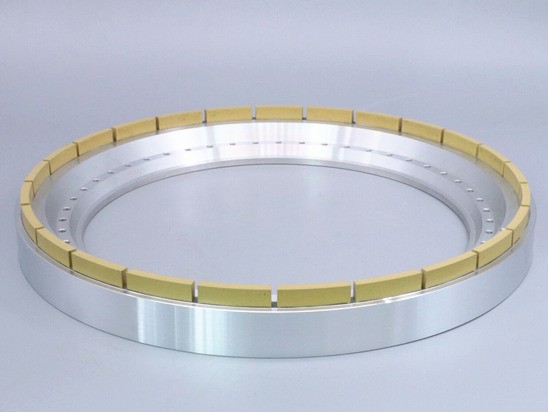

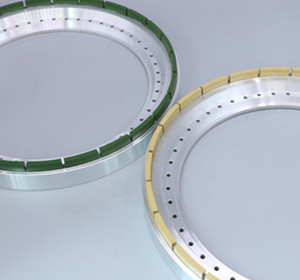
Advantages of Moresuperhard back grinding wheel
* With low damage and high quality
* Nodeless consecutive processing is possible by the superior sharpness
* It helps minimize processing damage, improve processing efficiency, and reduce processing cost, and is customizable according to customer needs
* Cool polished section
* Good surface finishes
Japanese semiconductor precision processing equipment, Disico, ACCRETECH, and SHUWA, SHUWA is more used in the field of sapphire, the precision is already very high,
The equipment of normal Disico is no cooling, dry grinding, and self-contained dressing equipment.
Regarding W1 vitrified diamond back grinding wheel, the particle size of 15000# is 0.5 microns, and the smoothness of quarz Ra is 0.005 microns.
The return test found that there are cracks in one-third of the places, so the analysis is as follows
Lets see the Moresuperhard vitrified diamond back grinding wheel test and grinding solution together:
Equipment and requirement of customer:
| Equipment | Szfangda Vertical Back Grinding Machine |
| Process material | Back grinding quartz glass |
| Customer back grinding wheel | Resin diamond back grinding wheel 312-31-237-4-6 1000# |
| Roughness | ≤ 10nm |
|
Moresuperhard back grinding wheel for test |
2000# can not achieve the requirements of customer |
| 15000# can achieve Ra Ra0.005μm |
First test::
| Causes of abrasive block falling off | Causes of abrasive block falling off 2-3 pieces fell due to mishandling ( collision) |
| Extra dressing (15000# fine-grained vitrified diamond back grinding wheel can be used directly without dressing, and it is dressed first on the machine according to the use process of general diamond grinding wheel)
|
Second test:
Obviously it can’t be repaired anymore, so Moresuperhard made a new piece, tested it again, and emphasized that there is no need to dress it, it can be used directly. The abrasive layer of Japanese grinding wheels will also fall off if you use your hands to buckle the abrasive layer.
|
Abrasive block fell off again
|
Install: Not installed correctly
|
Fine grit vitrified diamond back grinding wheel as 8000#, the flange should be removed first, and then the grinding wheel should be installed by longitudinal force. The whole process will take about 2 hours. Direct installation will affect the accuracy and prone to lateral force. |
| When installing, be sure To remove the flange first, only longitudinal force can be used, horizontal force is not impossible. | ||
| Cause of design problem | Disco equipment matches the abrasive layer grinding wheel with a height of 5mm. The customer’s drawing of 7mm is not suitable for high-precision grinding grain size, and the strength cannot be achieved, resulting in cracks. | |
| Result | Obvious scratches appeared on the surface (there were none before), and the customer reported that the grinding wheel itself was consumed quickly and could not be ground. | |
| Reason:
The scratches are caused by the previous process, and there is another 8000# process in the middle, and the scratches are exposed by fine polishing with 15000# directly. The scratches are found to be jet-shaped through equipment testing, which is the same as the first time with a 2000# grinding wheel. The scratches are basically the same (I used to see diffuse reflection, but now it becomes total reflection after polishing, and when it is total reflection, it becomes scratches in some places if it is not reflected. And it will be clearer ) |
Moresuperhard solutions:
| Plan 1 | Replace the 8000# back grinding wheel with polyurethane polishing pad to remove scratches | |
| After the customer finishes processing, it is recommended to use testing equipment for surface quality testing | ||
| The effect and analysis that the customer wants to achieve | Desired effect | When the surface quality is good, there is no sub-surface damage, and the roughness can reach below 10nm. |
| Can it be achieved
|
Cannot be realized (cerium oxide polishing pad is currently used, it is recommended to replace it with a diamond polishing pad) | |
| The 2000# coarse grinding wheel purchased by the customer cannot meet the smoothness requirements corresponding to the real 2000# | ||
Conclusion:
There are standard processing procedures for back grinding wheels for processing quartz glass, and the steps can not be omitted, and the fine polishing can be done directly, which is definitely not possible. Be sure to advance the customer’s process situation, and then make a plan, rather than directly do as much as the customer says, it is more to know in advance to avoid unnecessary trouble.
—EDITOR:Doris Hu, Jim Jiao
—POST: Doris Hu