
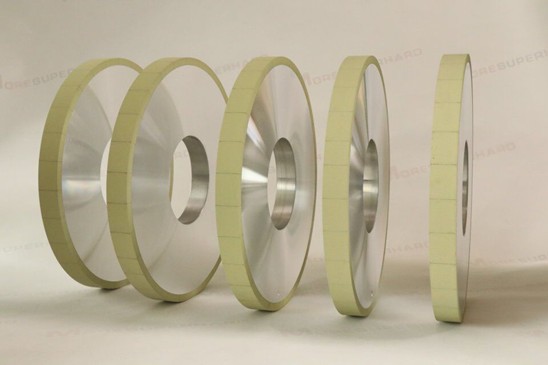
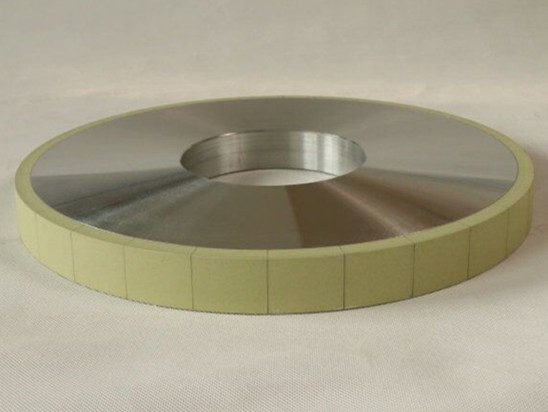
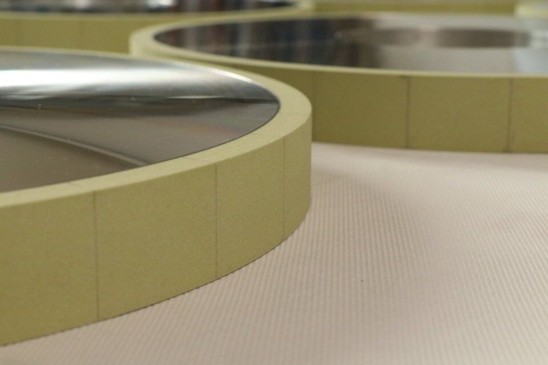
Diamond Surface Grinding Wheel
Surface grinding is used to produce a smooth finish on flat surfaces.
Surface grinding Wheel is used on surface grinder, and grinding with the cylindrical plane and the end plane of the grinding wheel.
Product Details
What is Surface Grinding?
Surface Grinding is a manufacturing process which moves or grinding wheel relative a surface in a plane while a grinding wheel contacts the surface and removes a minute amount of material, such that a flat surface is created. The term surface grinding designates any process which accurately processes or grinds a surface. Surface grinding is the most common of the grinding operations. It is a finishing process that uses a rotating abrasive wheel to smooth the flat surface of metallic or nonmetallic materials to give them a more refined look by removing the oxide layer and impurities on work piece surfaces. This will also attain a desired surface for a functional purpose.
Surface grinding methods include: horizontal-spindle, horizontal spindle single disk,vertical-spindle rotary grinding,vertical-spindle,and vertical swivel head grinding,.
The Surface Grinding Wheel is used on surface grinder, and suitable for grinding hardened parts with parallel planes, high-precision stamping dies, daily high-precision parts, such as rolling bearing rings, piston rings, etc. The degree of flatness that can be achieved by plane grinding is generally 6~5, and the plane roughness can reach Ra1.0~0.2μm.. In addition to grinding the plane of the workpiece, it is also to grinding more planes such as grooves, slits and dovetail grooves. During the machining process, the workpiece is not rotated, only horizontal movement along the shaft, grinding the excess allowance with grinding wheel.
Process parameters for grinding stainless steel with plane grinding machine
(1) Plane grinding wheel speed.
When grinding stainless steel, a higher grinding wheel speed should be used; it has been proved that the grinding wheel speed of grinding stainless steel is not more than 25m/s.
(2) Workpiece speed.
The workpiece speed uw should change with the grinding wheel speed us. The basic principle is that us is low and uw is also low. When us is increased, uw is also increased. Generally speaking, the ratio of workpiece speed uw to grinding wheel speed us can be selected at 1/60~ Within the 1/100 range.
(3) Grinding depth ap
When grinding stainless steel, if the grinding depth is too small, grinding burns are likely to occur and grinding and scratching occur.
When rough grinding, generally take ap = 0.02 ~ 0.05mm; when fine grinding, generally take ap = 0.01mm.
(4) Feed rate
The lateral feed amount af (mm/str) in plane grinding is generally calculated by the wheel width bs.
(5) Grinding allowance
When surface grinding, if the workpiece with small area with good rigidity and not easy to deform, the single-side grinding allowance can be taken as 0.15~0.20mm; for a workpiece with large area and poor rigidity, the single-side grinding allowance can be taken by 0.20–0.25mm.
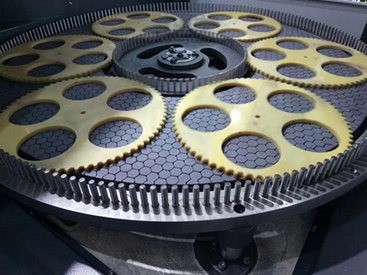
Case of Surface grinding
Case 1: Powder metallurgy inner rotor double face grinding
Introduction to powder metallurgy inner rotor
The workpiece is powder inner rotor material of powder metallurgy, the size is Diameter 71.8mm x height 19.2mm.
2, powder metallurgy inner rotor grinding results:
Parallelism/flatness 0.006 mm; verticality 0.02 mm; roughness Ra 0.8 μm; thickness tolerance ± 0.01 mm; stock removal 0.1 mm.
Case 2: Double end grinding of groove grinding base body
1. Introduction to the groove grinding body:
The body material is alloy steel, hardness HRC40, outer diameter size OD93 x ID15 x T2.8mm.
2. Grinding base grinding results:
Parallelism/flatness 0.002 mm; roughness Ra 0.4 μm; grinding amount 0.04 mm.
Drawing&Specification
Related Products
-
 Surface Finishing, Double Disc Grinding Wheel
Surface Finishing, Double Disc Grinding WheelSurface Finishing, Double Disc Grinding Wheel
-
Resin bond Diamond Face Grinding Wheel
Resin bond Diamond Surface Grinding Wheel
-
Vitrified Diamond Surface Grinding Wheel
Diamond Surface Grinding Wheel
-
 vitrified diamond grinding wheel used in thermal spraying coating
vitrified diamond grinding wheel used in thermal spraying coatingVitrified Diamond Grinding Wheel for Hard Surface in Thermal Spraying Coating
-
4B9 Diamond wheels for deep grinding of the cutting face of circular saw blade
4B9 Diamond wheels for deep grinding of the cutting face of circular saw blade



Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.