

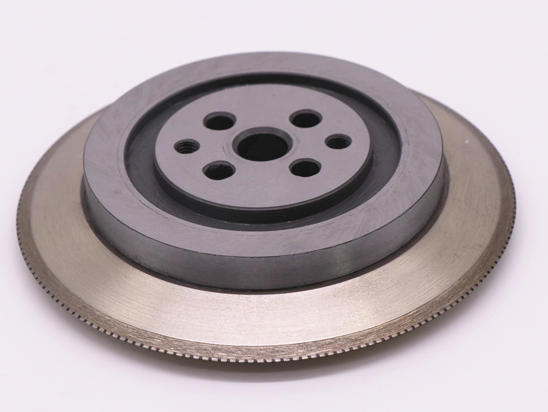

Rotary Diamond Dresser for Ceramic Grinding Wheel
Application of rotary diamond dresser: dressing ceramic abrasive grinding wheel
High production efficiency, long service life and low cost of dressing of individual parts.
It can maintain the stability of parts precision and the high qualified rate of products for a long time.
For some parts whose complex surface or other imitation dressing is difficult to meet the requirements, the Rotary dresser can obtain satisfactory results.
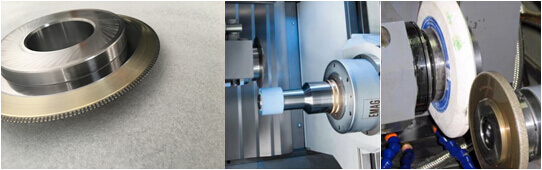
High utilization of CNC machine , easy to achieve automation and mass production.
Product Details
Description of Rotary Diamond Dresser
The Rotary dressers is an advanced forming wheel and honing wheel dressing tool with high correction efficiency and can trim complex shaped grinding wheels that cannot be completed by other dressing methods.
Due to the high precision and long life of the roller, the quality of the ground workpiece is stable and consistent, and the best economic benefits can be obtained in mass production.
The characteristics of electroplated diamond roller: can produce more complicated profile, and the diamond roller can achieve higher accuracy without dressing after production.
Application of Diamond Dressing Roller
For dressing grinding wheels used for Automobile engine, machinery industry, robot parts, flute dresser, turbine blade, automobile valves, crankshafts, sewing industry, turbine blade – fir tree root form, cam Grinding, bearing industry, ball joints, needle injectors.
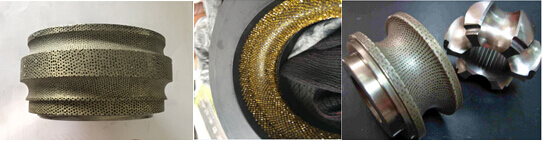
Types of Diamond Rotary Roll
Contrail CVD sintered dressers:
The basic principle is to change the original single point of the original diamond dresser into rotary dresser trimming, which is divided into swing type and fixed type according to the dressing tool dressing method.
Most of the common ones are fixed, and they are moved and trimmed according to a certain trajectory to repair the partial surface.
Application: Automobile engine,Machinery industry,Robot parts ,Vitrified CBN wheel,Flute dresser
Hand setting dressers:
Here selected diamonds are applied to the negative profile by hand using an adhesive and in accordance with a defined pattern.
By varying the distances between the diamond grits, it is possible to achieve the optimum arrangement of diamonds needed to ensure the required surface finish later in the workpiece.
Application: Turbine Blade,Automobile Valves,Crankshafts,Sewing industry.
Reverse Plated Dressers:

The diamond grit size, selected to correspond to the smallest convex profile radius, subsequently determines the surface finish of the workpiece to be ground so that small radii and relative coarse surface qualities do not correlate.
Here the diamonds are packed next to each other as densely as possible in a stochastic distribution.
This is beneficial for the tool life of the roll but also leads toincreased dressing forces.
Application: Turbine Blade – Fir Tree Root Form,Cam Grinding,Bearing Industry,Ball Joints,Needle Injectors.
Commonly Suitable CNC machine:
Holfer, Gleason-Pfauter, Kapp-Niles, Reishauer, Meccanodora, Samputensili, Cinetic Landis, Toyoda
Four types of electroplated roller:
1. The main characteristics of the UZ type internal plating method are abrasive irregular promulgation on the surface, high concentration, high accuracy.
2. The main characteristic of US regular arrangement inner plating method is that the abrasive is planted sand by hand according to the design pattern, with coarse particle size and high processing efficiency.
3. The s-type externality method is similar to the general grinding wheel plating method, and the accuracy is lower than the internal plating method.
4. SG type plating method is mainly characterized by S type dressing, precision improvement, user repair worm, tooth shape, etc.
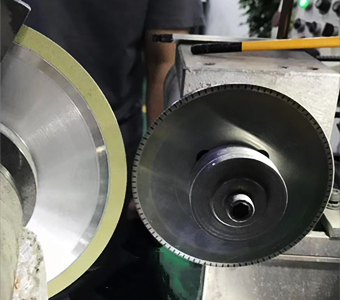
Dressing
Sintering method: machining mould and using artificial implant method to make the large-grain diamond is inlaid in the mold with a certain density in an orderly manner, and then sintered in a sintering furnace with powder metallurgy technology. After that, the mold is removed, and the diamond surface is used as the benchmark to process the holes and end surfaces.
Electroplating method: The technical requirements of the section, according to the production of parts to make a mould, electroplated synthetic diamond, with binder (low melting point alloy) and steel reinforced bonding, metal cutting processing (benchmark) removal of abrasive tire body, uniform diamond exposure and dressing grinding wheel on grinding machine, replica of a workpiece, in type test center measuring the workpiece surface all technical requirements, qualified for finished products.
In dressing high-precision roller, vitrified diamond grinding wheel has the advantages of less wear, good shape accuracy, small straightness error of profile bus, less grinding burn, lower surface roughness, and prolongation of service life of roller.
Moresuperhard 3A1 vitrified diamond grinding wheel used for grinding and dressing high precision electroplated diamond/CBN grinding wheel, electroplated diamond rotary wheel, diamond sintered roller, PCD/CBN/MCD cutting tools, diamond grinding wheels, wear-resistant parts, and a variety of diamond tools, etc.
Drawing&Specification
Case of electroplated diamond roller for machining bearing
Electroplated diamond roller applied to the processing of cold rolling wheel of bearing ring and the processing of irregular groove and V-groove, etc. the precision can be comparable with imported products. Used for groove machining of micro-small bearing, such as: groove grinding of 686, 693 and other models.
| Accuracy of bearing after machining with electroplated diamond roller | |
| Width size error | ≤0.01mm |
| depth size error | ≤0.01mm |
| angle error | ≤1° |
| curvature of the groove | Ra≤0.005mm,Pt≤2 |
| surface roughness | ≤0.8 |
Performance Characteristics Of Rotary Diamond Dresser
| Runout (mm) | Linearity
(mm) |
Cylindricity
(mm) |
Plainness flatness evenness
(mm) |
Profile tolerance
(mm) |
Dimension tolerance of length and step difference | Dimension tolerance of radius | Angular tolerance |
| 0.004-0.002 | 0.005-0.002 | # 0.005-0.002 | 0.005-0.002 | 0.005-0.002 | L ± 0.004-0.002mm | R ± 0.004-0.002mm | A ± 2 |
Rotary Diamond Dressers Are Divided Into Profile And Form Rolls
depending on the type of abrasive layer profiling
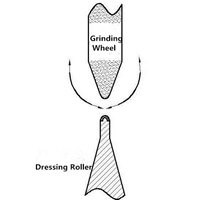 |
Diamond Profile Dressing Rolls
* Profiling of the grinding wheel along the desired contour by moving the diamond dressing roller * The profile of the grinding wheel is created by a CNC controlled process that moves the rotating form roll along the target contour * Form rolls are not restricted to a specific workpiece but can be used flexibly |
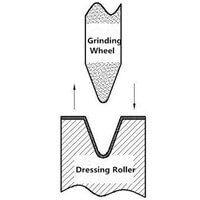 |
Diamond Form Dressing Rolls
* Profiling of the grinding wheel in only one operation using the plunge-cut dressing method * Usually the profile of the roll corresponds precisely to that of the workpiece * Extreme accuracy, even with highly complex profile contours |
Related Products
-
 Forming diamond dresser for CNC cylindrical grinding machine, centerless grinding machine
Forming diamond dresser for CNC cylindrical grinding machine, centerless grinding machineForming diamond dresser
-
 rotary diamond dresser: dressing ceramic abrasive grinding wheel
rotary diamond dresser: dressing ceramic abrasive grinding wheelRotary Diamond Dresser for Ceramic Grinding Wheel
-
Single Point Diamond Dresser, Diamond Dressing Tools for Grinding Wheel
Single Point Diamond Dresser, Diamond Dressing Tools for Grinding Wheel
-
Diamond Dressing Tools, Dressing Grinding Wheel
Diamond Dressing Tools, Dressing Grinding Wheel
-
Diamond Rotary Dresser / Profile Roller Dresser
Diamond Rotary Dresser / Profile Roller Dresser
-
Cup wheel for dressing vitrified bond diamond wheel ( Coborn RG9 PCD grinding machine)
How to use cup wheel to dress Coborn RG9 PCD wheel
-
Moresuperhard company developed superabrasive diamond wheel to dressing vitrified diamond pcd grinding wheel.
What dressing tools are used to dress vitrified diamond wheel







Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.