


Product Details
The hydraulic cylinder makes reciprocating linear motion when working. During the working process, the piston needs to extend out of the hydraulic cylinder. In industrial applications, dust in the external environment is inevitable. These dust and other debris will adhere to the piston shaft. When the piston shaft retracts, the dust seal will remove all the dust and debris. If the surface of the piston shaft is too rough, the dust cannot be effectively removed and will be mixed in the oil. Over time, the impurities in the oil will increase. At this time, the oil mixed with impurities is equivalent to abrasives. When the system is working, the seals are constantly ground, which will damage the seals of other parts in the hydraulic system and the seals of the hydraulic cylinder itself. As the grinding time increases, the wear of the seals becomes more and more serious, gradually causing leakage.
Piston pumps are divided into single-cylinder and multi-cylinder types in terms of structure. When a piston pump is working, the reciprocating action of the piston in the cylinder causes the volume in the cylinder to change repeatedly to inhale and discharge fluid.
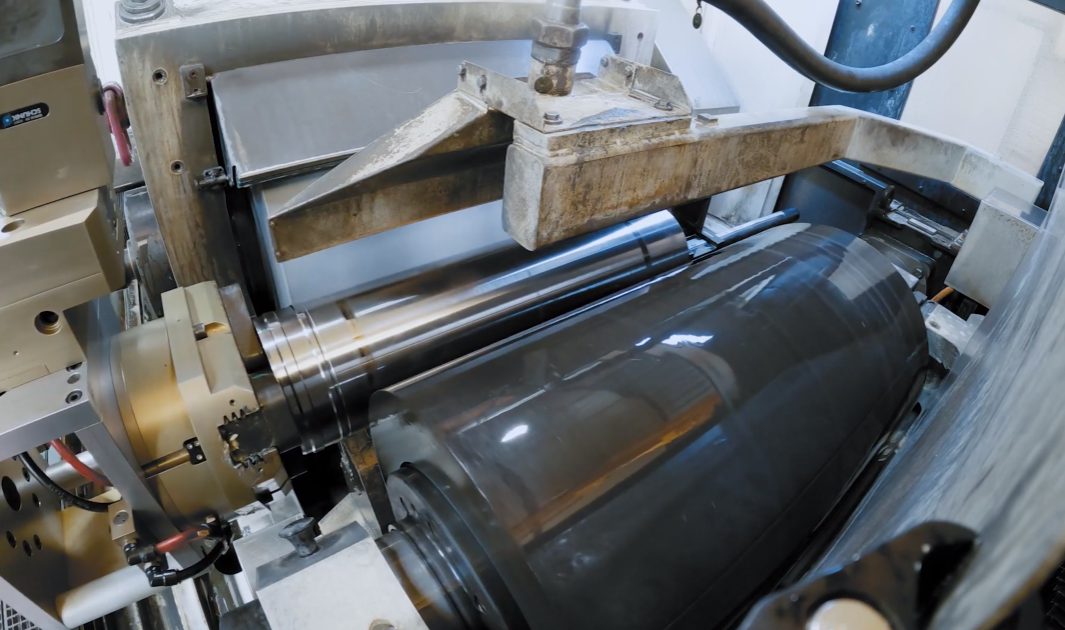
Coarse grit grinding wheels are a very good choice for pre-grinding piston parts, which can effectively control the size requirements. The grinding wheel’s specification design, material, and grit selection are determined by the material and size of the round steel blank and the customer’s requirements. Therefore, in addition to using ceramic abrasive grinding wheels, you can also choose alumina-sintered abrasives or silicon carbide abrasive grinding wheels according to requirements. According to the size of the piston shaft and the degree of automation of the customer’s production, there are two methods for customers to choose freely: centerless grinding and top-to-top cylindrical grinding.
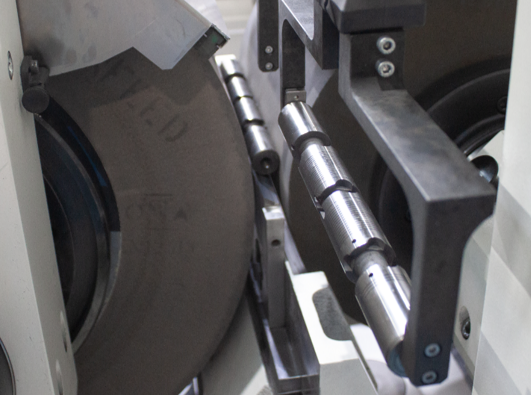
Centerless grinding wheel for hydraulic piston pump
Centerless grinding Valve spool
| Tolerance of the diameter | 3μm |
| Cylindricity | 3μm |
| Roundness | 1μm |
| Surface roughness | < 1 µm |
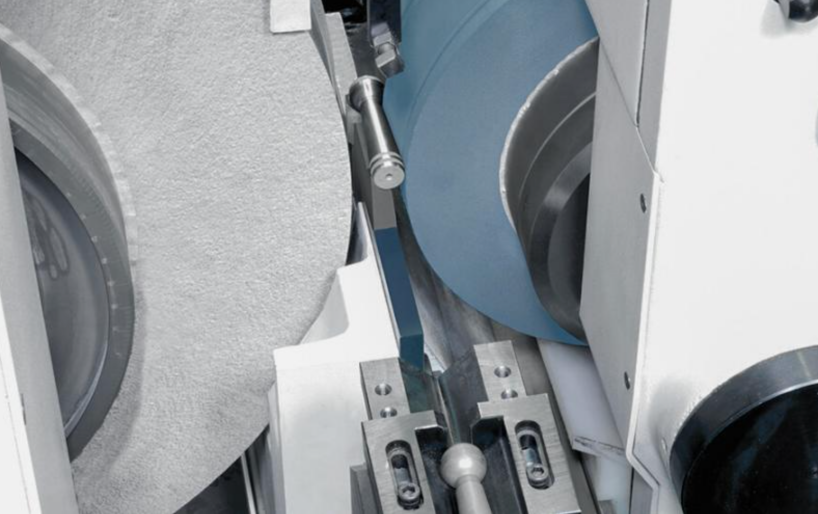
Centerless grinding hydraulic valve sleeve
Hydraulic valves require the valve core to move flexibly in the valve body hole, work reliably, have low leakage and long service life. In hydraulic valves, the fitting clearance of various sliding valves is usually 0.005-0.035mm, the fitting clearance tolerance is 0.005-0.015mm, and the tolerance of roundness and cylindricity is generally 0.002-0.008 mm. For stepped valve cores and valve holes, the coaxiality tolerance of each cylindrical surface is 0.005-0. 01mm. For flat valves, the flatness error of the valve core and valve seat should not be greater than 0.0003mm. The matching surface of the valve core and the valve hole generally requires a surface roughness Ra value of 0.1-0. 2μm.
Generally, the surface roughness Ra value of the valve core outer circle is 0.1μm, and the Ra value of the valve hole inner circle surface is 0.2μm.
The valve spool of the hydraulic valve is divided into sliding valve and lifting valve (cone valve and ball valve), so the valve core structure and its processing technology are very different.
| Straightness | 1μm |
| Roundness | 1μm |
| Surface roughness | < 0.15 µm |
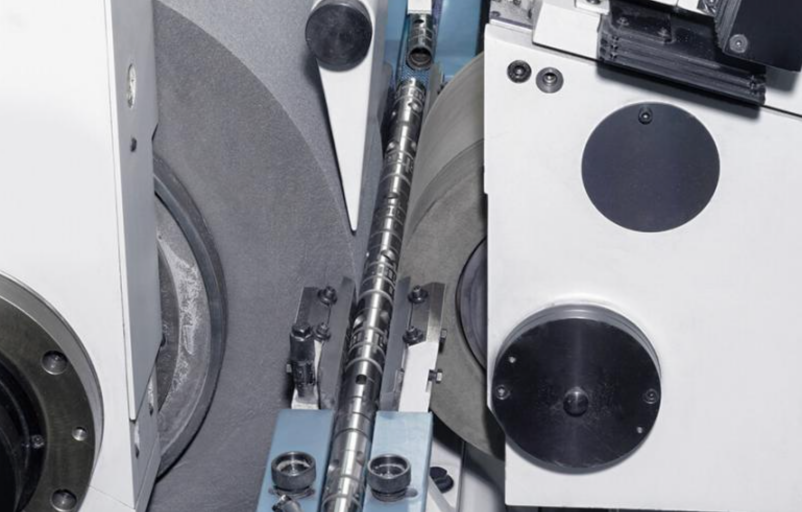
Centerless grinding hydraulic breaker
Drawing&Specification
| Specification | RPM | |
| P200*200*110 | WA80HV | 50m/s |
| PDA300*88*127PDA610*240*305 | WA80JV | 50m/s63m/s |
| PSA320*217*127 | WA80KV | 50m/s |
| PH250*20.375PH250*22.8*75
PH274*170*76.2 PH274*190*76.2 |
WA60KVWA80KV
|
45m/s |
Related Products
Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.