

Electroplated Diamond Band Saw Blades
Band Saw Blades, Electroplated Diamond Blade
Application: Silicon, Quartz Glass, Stone, Quartz/Glass , Ceramic , Carbide, Granite and so on .
Product Details
Diamond tipped bandsaw blade refers to a kind of diamond tools made by consolidating diamond particles on the sedimentary layer through electrocrystallization of metal on the optimized annular base band by using a unique electrodeposition process.
Electroplated diamond coated bandsaws are made from high quality steel with the leading edge coated with good quality diamond grit giving a continuous ribbon of aggressive cutting action on Silicon ingot ,GRP, glass reinforced plastics, carbon fibre, plastic composites and so on. Both straight cut and curves can be easily achieved, bearing in mind the tighter the curve required, the narrower width of bandsaw needed.
Applications of Diamond coated band saw blade
Diamond band saw blade is a kind of composite steel belt inlaid with diamond, the hardest material in the world, on a high quality imported spring steel matrix, which can cut any non-metallic, super hard, brittle materials. Such as stone, monocrystalline silicon,polycrystalline silicon in solar energy, semiconductor and sapphire, ruby in LED field, quartz glass, silicon ingot, sapphire ingot and so on.


Diamond Band Saw Selection Guide :
1. Band Saw Blade Cross Section
Cross section should be specified as wide and as thick as possible (as the application will allow). Please note the diameter of the pulley. Steel band thickness should be in the range 1:1000 with respect to the diameter of the pulley. Band height is determined by the type of cut. For straight cuts, specify the maximum possible band height.
For contours, band height should be selected as follows :
| Smallest cutable radius (mm) | 16 | 40 | 65 | 95 | 145 | 185 | 305 |
| Band Height (mm) | 6 | 10 | 12 | 15 | 20 | 25 | 30 |
2. Diamond Mesh/Grit Size
Recommended diamond size will vary depending on application. Primary factors to determine proper diamond size include:
* Desired surface finish
* Desired cutting speed
* Cutting characteristics of material
* Cutting width
* Machine parameters
Long chipping materials should be cut with coarser diamond size band saw blades.
All diamond band saw blades are custom manufactured to fit your exact material, needs, and application requirements. We will work with you to determine your needs, and recommend the right parameters for your specific material / application.
3. Cutting Edge / Tooth shape
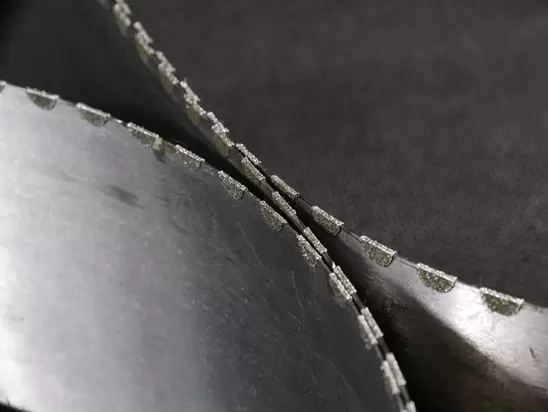
In principle, continuous rim diamond band saw blade can be used of cutting all materials. The cutting edge is recommend for thin walled an delicate materials. If segmented band saw blade design is used, there should always be two teeth simultaneously engaging the material. The advantages of segmented design are better transport of coolant and better chip removal, with softer, long chipping materials. However, the surface finish on the material is somewhat rougher.
| Edge Shape Images | Edge Shape Description |
 |
Continuous Shape
– A variety of band core width available
– Continuous rim design reduces the saw marks on the materials
– Suitable for dry cutting hard materials , such as glass , ceramic , carbon materials and so on.
|
 |
Segmented Shape ( half moon)
– Cutting hard and brittle materials
– Superior tool life and cutting ability in silicon processing
– Allows greater flexibility in customizing blade edge width and pitch
|
 |
Serrated Shape
– Wide width band saw blades possible
– Cutting difficult to cut materials
– Reduced -loading saw tooth design encourages chip evacuation
|
Features of electroplated diamond tipped bandsaw blade
– Excellent cutting surface
– The highest level of precision at high cutting speeds and performance
– High efficiency: cutting hard alloy, marble, granite speed is dozens of times the efficiency of the traditional reciprocating saw or wire cutting machine
– High economic efficiency: because of its narrow incision (only 1.2mm-2mm), so less material consumption, less dust, low noise, cutting precious materials, especially has greater economic significance.
– Good cutting quality: the working part of the saw blade, that is, the thickness of the diamond blade is greater than the thickness of the matrix steel strip. With the help of the guide device, the saw blade does not contact with the surface, which is conducive to obtaining more stable sawing and higher processing quality.
– Especially for particularly difficult sawing carbon graphite and other materials, some materials bimetal saw blade saw not moving, alloy saw blade life is not long, the cutting surface is not smooth, for emery saw blade, is the best choice.
Moresuperhard as diamond coated band saw blades manufacturer, the diamond tipped band saw blade has superior band life, which can offer precise cutting, minimal material loss.
Choice of diamond coated band saw blades:
-Cutting thin material (thickness below 6 mm ):
Should choose continuous diamond coated band saw blades.And continuous diamond coated band saw blades is used in curve cutting and small materials.
-Cutting thickness (above 6 mm or more):
Should choose segmented Shape diamond tipped band saw blade. The thicker the material, the larger the tooth saw can be used.
Half moon teeth are conducive to desquamation, which is more advantageous when the cross section is large.
Drawing&Specification
| Material | Workheight
(Inches) |
Recommended
Band |
Edge
Configuration |
Band Speed
(SFPM) |
Kerf
Loss |
Coolant |
| Quartz/Glass | 1-6
6-10 10-18 18-30 30+ |
1″ x .020″
1″ x .025″ 1″ x .035″ 1¼” x .040″ 1½” x .040″ |
Continuous or
Segmented |
2000-2500
2000-2500 2000-2500 2000-2500 2000-2500 |
0.040″
0.055″ 0.072″ 0.075″ 0.075″ |
Yes
Yes Yes Yes Yes |
| Silicon (Electronic) | 1-6
6-10 10+ |
1″ x .020″
1″ x .025″ 1″ x .035″ |
Continuous | 1800-2200
1800-2200 1800-2200 |
0.040″
0.055″ 0.072″ |
Yes
Yes Yes |
| Silicon (Solar) | 1-6
6-10 10-12 12+ |
1″ x .020″
1″ x .025″ 1″ x .035″ 1¼” x .040″ |
Continuous | 1800-2200
1800-2200 1800-2200 1800-2200 |
0.040″
0.055″ 0.072″ 0.075″ |
Yes
Yes Yes Yes |
| Ceramic | 1-6
6-10 10+ |
1″ x .020″
1″ x .025″ 1″ x .035″ |
Continuous | 1800-2200
1800-2200 1800-2200 |
0.040″
0.055″ 0.072″ |
No
No No |
| Carbide | 1-4
4-6 |
3/4″ x .020″
1″ x .020″ |
Continuous | 1800-2200
1800-2200 |
0.035″
0.040″ |
No
No |
| Granite | 1-4
4-8 8-12 12+ |
1″ x .025″
1″ x .035″ 1¼” x .040″ 1½” x .040″ |
Continuous or
Segmented |
1800-2200
1800-2200 1800-2200 1800-2200 |
0.055″
0.072″ 0.075″ 0.075″ |
Yes
Yes Yes Yes |
| Marble | 1-4
4-8 8-12 12-18 18+ |
1″ x .020″
1″ x .025″ 1″ x .035″ 1¼” x .040″ 1½” x .040″ |
Continuous or
Segmented |
2000-2500
2000-2500 2000-2500 2000-2500 2000-2500 |
0.040″
0.055″ 0.072″ 0.075″ 0.075″ |
Yes
Yes Yes Yes Yes |
| Pyrex | 1-4
4-8 8+ |
1″ x .020″
1″ x .025″ 1″ x .035″ |
Continuous | 1800-2200
1800-2200 1800-2200 |
0.040″
0.055″ 0.072″ |
Yes
Yes Yes |
| Masonry Materials | 1-4
4-8 8+ |
1″ x .020″
1″ x .025″ 1″ x .035″ |
Continuous or
Segmented |
1800-2200
1800-2200 1800-2200 |
0.040″
0.055″ 0.072″ |
Yes
Yes Yes |
| Carbon/Graphite | 1-6
6-18 18-24 24-32 32-40 40+ |
1″ x .020″
1″ x .025″ 1″ x .035″ 1¼” x .040″ 1½” x .040″ 2″ x .040″ |
Segmented or
Gulleted |
2000-2500
2000-2500 2000-2500 2000-2500 2000-2500 2000-2500 |
0.040″
0.055″ 0.072″ 0.075″ 0.075″ 0.080″ |
No
No No No No |
| Fiberglass FRP | ANY | 1″ x .020″ | Gulleted | 2000-2500 | 0.040″ | No |
| Glass Reinforced
Plastic (GRP) |
1-6
6-10 10+ |
1″ x .020″
1″ x .025″ 1″ x .035″ |
Segmented or
Gulleted |
2000-2500
2000-2500 2000-2500 |
0.040″
0.055″ 0.072″ |
No
No No |
| Fiberglass Laminate | ANY | 1″ x .020″ | Gulleted | 2000-2500 | 0.040″ | No |
| Transite | ANY | 1″ x .020″ | Segmented | 2000-2500 | 0.040″ | No |
| Wire Reinforced
Rubber |
ANY | 1″ x .035″ | Continuous | 2000-2500 | 0.072″ | No |
| Asbestos/
Cement Pipe |
1-6 DIA
6-12 DIA 12+ DIA |
1″ x .020″
1″ x .025″ 1″ x .035″ |
Segmented | 2000-2500
2000-2500 2000-2500 |
0.040″
0.055″ 0.072″ |
No
No No |
| Friction Products | ANY | 1″ x .035″ | Segmented | 2000-2500 | 0.072″ | No |
Note that kerf loss is dependant on diamond grit selected.
Related Products
-
 Back Grinding Wheel for LED Substrate
Back Grinding Wheel for LED SubstrateBack Grinding Wheel for LED Substrate
-
Edge Grinding Wheel, Silicon Wafer Chamfering
Edge Grinding Wheel, Silicon Wafer Chamfering
-
Polyurethane (PU) Polishing Pad for Wafer Surface
Polyurethane (PU) Polishing Pad for Wafer Surface
-
 Si/SiO2 Wafer
Si/SiO2 WaferSi/SiO2 Wafer
-
Back Grinding Wheel for Surface Grinding Various Silicon Wafer
Back Grinding Wheel for Surface Grinding Various Silicon Wafer
-
Resin Diamond Dicing Blade for Silicon Wafer
Resin Diamond Dicing Blade for Silicon Wafer
-
Diamond Dicing Blades For Wafer Scribing
Diamond Dicing Blades For Wafer Scribing
-
Metal bond diamond cutting wheel , steel core with copper plated is used for grooving and cutting carbide,optics glass, sapphire, ceramics , magnetic materials and semiconductor material
Metal Diamond Wafer Blade with Copper Plated
-
CBN grinding wheels for band saw blades
CBN grinding wheels for band saw blades





Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.